白花金属加工油-煜达润滑油-金属加工油电话
在包装运输火花油时需要注意下面几点:
在运输、贮运过程中管道、容器和机泵应*。贮运场地严禁烟火,装卸要使用铜质工具,以防发生火花,抽注油或倒罐时,油罐与活管必须用导电金属丝线接地。

火花油的用途:
1.用于硅酮玻璃胶作溶剂、稀释剂;
2.用于作电火花机油,闪点高、粘度低、挥发较慢。化学稳定性强,绝缘消电离、冷却。电火花机加工时的高温、排除碳渣。作为冷却清洗剂用于电火花切割,可使工件表面保持光洁;
3.工业清洗剂,用于清洗机械零部件、精密金属制品作洗涤剂,如铝箔和各种铝合金制品,****光亮度;
4.滴注分解对金属工件进行渗碳,可****金属加工件表面的硬度和*性;作纺织印刷染助剂、作燃料用于矿灯照明、也可作为香料萃取剂以及调制化妆用品;
5.橡胶和制药工业的溶剂,清洗剂,油墨稀释、有机化工的裂解原料;
6.玻璃陶瓷工业、铝板辗轧、金属工件表面化学热处理等工艺用油;
7.PVC、PE电缆料增塑剂、塑化剂;
8.*剂、*等药溶剂。










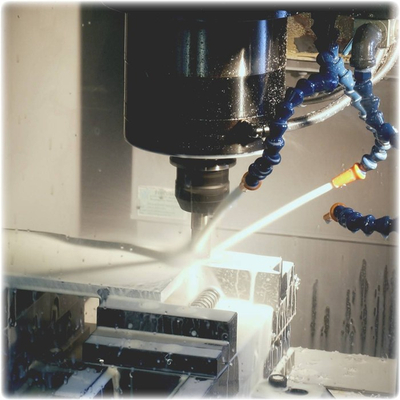
水溶性切削液为水性润滑剂、水溶性油、乳化油、乳化液、皂化油、皂化液、半合成润滑剂、全合成润滑剂、金属加工冷却液等润滑剂的****压*磨添加剂;同样适用于*燃液压液。特别适用于重负荷****压场合及苛刻工况条件下。在使用水溶性切削液时,有时候切削液表面会产生大量的泡沫。泡沫多了,会影响加工时候的能见度,不利于观察加工情况。

因为切削液的液面过低,或者流速太快导致气泡没时间溢出,从而使得积累的泡沫越来越多。还有一种情况就是水槽设计中的直角太多,以及切削液的喷嘴角度过于直,也会导致产生泡沫。
在使用水溶性切削液之前要:A、在集中冷却系统中,管路分级串联,离冷却箱近的管路压力应低一些;B、在设计水槽时,应注意水槽直角不要太多。
在使用水溶性切削液时要: A、保证切削液的液面不要太低,及时检查液面高度,及时添加切削液。 B、控制切削液流速不要太快。C、在使用切削液时应注意切削液喷嘴角度不要太直。
众所周知,金属加工油联系方式,产品合格率是机加工企业注重的关键指标,也是影响企业发展的要素之一。那究竟哪些因素影响着产品合格率呢?设备的维护与*就是其中非常重要的一个因素。但实际上,机加工企业往往会忽视润滑对设备的影响。因此,金属加工油电话,合理的润滑成为了每家机加工企业的必修课题。
其实,设备的润滑不仅仅依靠润滑油。作为机加工过程中的主要耗材之一,切削液也直接影响着设备润滑效果。选用****的切削液,****于****设备加工精度和运行效率,从而帮助机加工企业优化产品合格率以及提升企业竞争力。

切削液具有润滑、冷却、防锈和清洗等作用,****于减少加工刀具磨损,****加工表面精度。通常情况下,可以利用工业自来水进行调配,方能使用。因此,机加工企业首先需要掌握溶液调配比例以及浓度范围。
配比溶液:
对于切削液而言,水包油的状态是****为稳定的。配比顺序是先注水,再加入切削液原液,并不断地充分搅拌。调配比例通常为1:20=5%,1:25=4%。
调整浓度:
溶液浓度上升或下降时,都需要补充稀释溶液来调整浓度。切忌往高浓度的溶液里直接加水,否则会出现油包水现象,使溶液处于不稳定状态。正确的方法是将1%浓度的稀释溶液补充至高浓度的溶液中,或将6%浓度的稀释溶液补充至低浓度的溶液中来调整浓度,以维持5%的理想浓度状态。
此外,使用者在使用及维护切削液时,需要注意以下四点情况:
起泡:
绝大部分的润滑管理人员直接用自来水调配切削液。自来水的硬度偏软,金属加工油销售价格,再遇上浓度的偏差,溶液容易起泡。只要将浓度控制在5%,白花金属加工油,起泡的问题基本可以解决。
浮油:
浮油的来源通常有两种,一是机器运转时定时喷射的导轨油被溶液喷洒冲刷流到溶液箱;二是主轴、换刀的液压系统漏油。由于切削液添加了乳化剂,使油****易被乳化。因此,一旦浮油产生,一定要及时清除,理想的工具是撇油器,也可使用吸油包。
白花金属加工油-煜达润滑油-金属加工油电话由东莞市煜达石油化工燃料有限公司提供。东莞市煜达石油化工燃料有限公司(www.dgyuda.cn)是从事“金属加工油,金属加工液,CNC切削油,设备润滑油,防锈油”的企业,公司秉承“诚信经营,用心服务”的理念,为您提供****的产品和服务。欢迎来电咨询!联系人:何先生。