中济鲁源机械生产厂-全自动数控钢筋加工设备报价












数控钢筋加工设备的装置步骤。
1.将矫正机吊放在事前选好的地基上,再打上地下螺栓并锁紧即可。
2.装置时有必要留意:必定要将矫正机滚轮中心线与机床中心线放在同一直线上。
3.装置完毕后,高速数控钢筋加工设备厂家,铲除机器上的防锈油,并加注新润滑油。
4.按电路图接好电源。
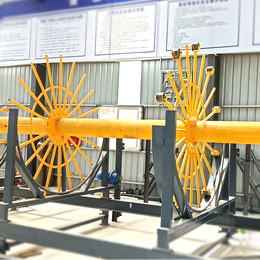
钢筋笼滚焊机质量好坏影响到一个厂的发展。所以我公司严把质量关,保证每一钢筋笼滚焊机在质量安全的情况下出产。
数控钢筋加工设备电控内有异味的解决方法:






1、查看电控柜内的元件是否存在烧坏的情况,若发现元件烧坏,应立即对其进行维修或进行更换;
2、查看电控柜内的线路是否存在烧坏的情况,若发现线路烧坏,应立即检查线路烧坏的原因,并对烧坏的线路进行更换。
数控钢筋加工设备设备维护与*
1、每天设备生产之前,要对设备状况进行检查,主要有如下几个方面:
(1)急停按钮(任意一个)是否处于按下状态、控制电源开关是否处于关闭状态;
(2)各线路连接是否正常;
(3)是否存在漏油想象;
(4)各螺栓螺母是否有松动;
(5)电气柜内粉尘是否过多。
2、数控钢筋加工设备设备运行过程中,全自动数控钢筋加工设备报价,要注意检查马达是否有过热现象;
3、数控钢筋加工设备设备运行过程中,严禁对电气部分进行遮盖,要保持散热顺畅;
4、数控钢筋加工设备机器正常运行1个月后,要对断路器、马达接线端子、电箱内接线端子,在电源切断的情况下进行重新紧固;
5、1~2个月要对减速机、液压站油量进行定期检查,如有不足,要进行添加,如有漏油现象要进行及时修理;
6、每星期对所有润滑油嘴打黄油一次;
7、机器正常运行1~2个月后,要对所有的螺栓、螺帽进行重新紧固;
8、每周要定期用油漆毛刷或微风吹风机清除电气柜中的灰尘,保持气柜内清洁,否则可能会引起短路烧坏设备的事故发生;
9、要特别注意如下事项:
(1)设备操作人员须经设备供应方的技术人员操作培训方可进行设备操作,要对设备性能进行充分了解;
(2)严禁用水或压缩空气对电器设备进行冲洗或吹灰;
(3)严禁用湿布或潮湿刷子对电气柜中的电气器件进行清灰作业;
(4)严禁非操作人员擅自操作设备(如变频器、触摸屏等内置参数擅自修改),否则****易造成设备损坏或伤害他人安全的事故发生。

数控钢筋加工设备制作钢筋笼的方法
1.首先,我们应该选择一个施工现场:钢筋笼生产要求防雨防潮,方便取用,然后拉好安全电源。
2.选择原材料:根据图纸设计要求选择钢筋,拦截钢筋,并送到相关质检部门检查。 钢筋笼滚焊机制作钢筋笼的方法采用电弧焊焊接钢筋应根据施工要求选择焊条。 焊条的质量会影响钢保持架的质量。 如果条件允许,我们可以购买我们的钢筋笼滚焊机。
3.筋笼滚焊机制作钢筋笼加工制造时,应对钢筋进行加工,并将笼子交给主管检查是否合格。
4.制作控制点在钢筋加工前,应检查钢筋表面是否有油渍,油漆污渍,铁锈,浮子等可用的手工除锈,钢筋笼滚焊机使其表面清洁。如果钢筋的局部弯曲度超过标准,则应在使用前将其拉直。
切割时,必须确保*碎材料的长度准确,钢筋笼滚焊机多少钱并且可以手动切割直径小于12 mm的钢筋,钢筋笼滚焊机制作钢筋笼的方法并且可以机械切割直径小于40 mm的钢筋。控制误差应根据图纸和配料清单中表示的规格和尺寸控制在规定范围内。
5.钢筋笼滚焊机制作钢筋笼时的焊接
焊接前,钢筋的组装和*应符合下列要求:
首先,焊接时间间隙应为2.5mm;重叠焊接应确保两根钢筋的轴线在同一直线上,数控钢筋加工设备,钢筋笼滚焊机制作钢筋笼的方法重叠焊接不应交错;杆与主杆之间应采用四点*焊接,重叠焊接时应固定两点,*焊缝应距离杆或重叠端钢筋笼滚焊机20mm以上。
焊接时,电弧引发应从棒材或重叠棒的末端开始,电弧闭合应位于棒材或重叠棒的末端,并应填充电弧坑。在多层焊接中,焊缝应具有足够的穿透力。主焊缝和*焊缝,特别是在*焊缝的末端,应该很好地熔合。当钢筋接头采用带钢或搭接焊接焊接时,焊缝长度不应小于钢带或搭接焊接的长度,数控钢筋笼滚焊机尺寸焊缝高度应大于或等于0.3d,不小于4mm,宽度焊缝大于或等于0.7d且不小于10mm。
6.钢筋笼滚焊机制作钢筋笼的外观检查
钢筋焊接接头的外观检查应在除渣后通过目测或逐一测量进行。钢筋笼滚焊机制作钢筋笼的方法接头处不应有裂缝,焊缝表面应光滑,不应有较大的凹陷或焊接结节。
在外观检查中存在不合格的接头时,可以在修理或加固后提交第二次验收。数控钢筋笼滚焊机厂家
钢筋焊接必须进行强度试验。使用相同类型的300个接头(相同等级,相同的接头形式,相同的焊接位置)作为批次。当使用少于300个接头时,它们被分批计数。在强度试验期间,从每批成品中切下三个接头用于拉伸试验。
7.加固笼的安装
制作笼子后,应将其堆放在平坦的地方以****变形。钢筋笼滚焊机制作钢筋笼的方法应采取措施确保笼子在运输过程中不会变形。当保持架垂直焊接在孔内时,应符合焊接标准。
中济鲁源机械生产厂-全自动数控钢筋加工设备多少钱由山东中济鲁源机械有限公司提供。中济鲁源机械生产厂-全自动数控钢筋加工设备多少钱是山东中济鲁源机械有限公司(www.zjlyjx*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:王经理。