自动平面磨床生产厂家-冈联野精密机械(推荐商家)
面议
中国
来电请说明在第一枪看到,谢谢!
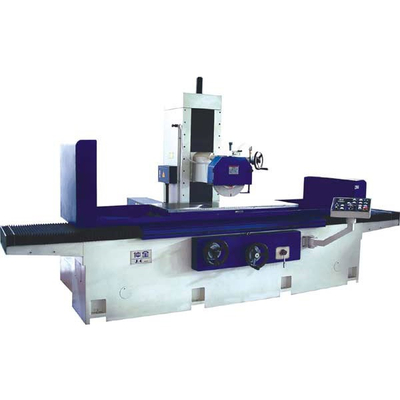
台湾平面磨床要保证被加工工件的加工质量应该注意以下几方面:加工时要对机床进行热机一段时间,保持机床各机械轴在工作期间的热平衡,尽量保持机床加工过程的被加工工件温度稳定,并且尽量保持工作头、机床主轴、丝杠导轨,光栅尺,刀具夹头或者砂轮接杆的冷热平衡。如果机床使用冷却油和冷却液,要保持其温度恒定,冷却液的温度是影响工件加工的精度的重要因素之一,通过机床的冷却系统来保证冷却液的恒定温度。






一般工厂晚上都需要关机,第二天需要再开机床,所以每天机床工作前都需要进行热机。为了****的机床利用率,现有两种方法可以实现机床加工。一是开机后对原始程序稍许修改,在所有的加工工序中做一个远离工件的补偿量,中山自动平面磨床,那么加工过程中,机床的在机床加工时根据测量结果更改修正值,当机床处于热平衡状态后,自动平面磨床型号,修正值就可以不需要再更改。另外一种方法是,那么在开机后的一段时间先加工工件公差较大的部位,然后经过一段时间后等到机床达到热平衡后,再来加工工件上某些公差要求较高的位置;或者先用机床进行粗加工,自动平面磨床供应,等机床工作达到热平衡后,再进行工件的精加工。


1、外圆磨床喷嘴布局
使用喷嘴上挡板将高速气流离隔,确保磨削液能顺畅写入磨削区,一起又可避免磨削液的飞溅,若是磨外圆的一起又要磨一旁边面,可将喷嘴相应旁边面做窄些,以不阻碍操作即可。气流挡板可做成固定的,也可做成可调理式的
高速磨削可采用双喷嘴,即在工件下方添加一只补助喷嘴,使冷却液喷向磨削区下端,辅佐喷嘴喷口要小一些,使磨削液具有必定的喷发速度,以进步冷却作用
2、平面磨床用喷嘴布局
在喷嘴上装有可调理的气流挡板,可随着砂轮直径的减小以及时调整挡板与砂轮的间隔,这种喷嘴可使磨削液的流淑紧贴砂轮外表,顺畅进入磨削区内,并且也避免磨削液飞溅,是一种作用较好的冷却喷嘴
3、主喷嘴与辅佐喷嘴
为在主喷嘴内设备辅佐喷嘴,主喷嘴主要将磨削液喷到磨削区内,辅佐喷嘴为摆放许多的小孔(直径1~2.5mm),将磨削液喷发到砂轮外表,以构成阻断气流的挡风板,迫使反转的气流改变方向,以确保主喷嘴喷出的磨削液顺畅的写入到磨削区内,须注意喷嘴的喷发方向,通常的方向为顺向5°~10°冲刷作用好,如逆向5°~10°,磨削液会把切削冲入砂轮表内,一起磨削液的飞溅也比较严重,格外提出,小孔压力冲刷砂轮对进步技能切除率、砂轮*度以及下降磨削温度等方面有较明显的作用。小孔冲刷砂轮作用随冲刷压力添加和与砂轮间间隔减小而添加。
自动平面磨床生产厂家-冈联野精密机械(推荐商家)由东莞市冈联野精密机械有限公司提供。自动平面磨床生产厂家-冈联野精密机械(推荐商家)是东莞市冈联野精密机械有限公司(www.dgmochuang*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:刘松平。

以上内容为自动平面磨床生产厂家-冈联野精密机械(推荐商家),本产品由东莞市冈联野精密机械有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报