数控铣床轴-数控铣床-山东驰诺数控设备厂家
数控铣床使用要四会:
数控铣床在普通铣床基础上逐步发展的,是一种自动加工的设备,大家在使用过程中一定要掌握‘四会’,下面给大家介绍下哪四会。
一会使用,数控铣床的操作人员要学习操作规程,并熟悉铣床结构性能和传动装置,知道了解并能熟练的正确使用加工工艺和工装工具。
第二会*,按规程正确执行数控铣床的维护和润滑,定期清理并保持数控铣床的清洁完整。
第三会检查,对数控铣床易损件部位了如指掌,知道所有的检查项目、标准以及方法,能按规定进行日常的检查。
第四会排除故障,熟悉数控铣床的特点,数控铣床,知道正常和异常现象的不同,知道零部件的拆装,并能对简单故障做出正确的处理,能帮助维修人员进行排除复杂的故障。








数控铣床操作系统和控制系统
现在许多机床采用通用的windows操作系统界面十分友好,有的还采用中文,立式数控铣床,较容易上手学习和操作,二手数控铣床,但是其缺点会中计算机病毒稳定性稍差且管理较困难,有的采用工业系统或Unix系统,该种系统优点是稳定性好,不易出故障,管理方便。但操作界面都是英文,数控铣床轴,操作上手稍慢。从工艺和设备维护的角度来讲推荐采用后者。
数控铣床刀具管理系统
以前的机床刀具较少有的只有8个刀具夹,现在大部分的数控铣床刀具都可安放上百个钻头,有的系统还有断钻自动检测及直径检测长度和径向跳动系统。在选型的时候需注意的是,大部分数控床的钻头放在台面的前端,该设计方式有一个缺点,如果在工作时加工的线路板因固定出问题跳起逃出很容易打坏全部钻头包括钻头夹具。


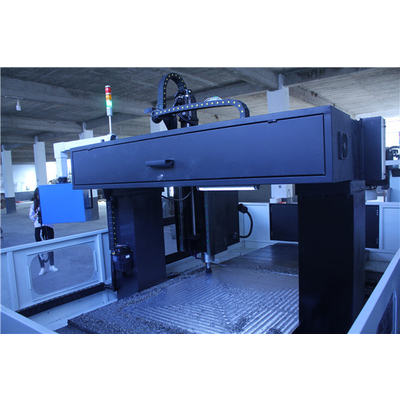
数控铣床.转轴的转速和稳定度
目前采用的转轴有两种:一种为滚动轴承转速,高8万转;另一种为空气轴承转速,高可达12万转。而铣床应采用滚动轴承,因其纵向的承载较空气轴承好,其钻夹头也是采购中*的考察范围,因有些钻夹头不容易更换维护困难,有些钻夹头磨损很快成了耗材且更换费用很贵,有些则需每日维护,浪费时间。
转轴的压脚也是一个考虑的方面,其寿命和设计不合理也会造成很大的麻烦。如轴和压脚之间没有密封使吸尘器要很大的功率,造成吸尘器采购的资金浪费或*吸尘的功率浪费,并有可能产生线路板孔内排屑不良的情况。


数控铣床轴-数控铣床-山东驰诺数控设备厂家由山东驰诺数控设备有限公司提供。数控铣床轴-数控铣床-山东驰诺数控设备厂家是山东驰诺数控设备有限公司(www.sdcnsk*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:刘经理。同时本公司(www.lyzuanchuang*)还是从事临沂四轴钻床哪家好,临沂四轴数控钻床厂家,临沂三轴钻床哪家强的厂家,欢迎来电咨询。