

阜新立式加工中心850销售价格 ****立式加工中心850厂家
阜新立式加工中心850加工中心生产厂家,海特数控,20年专注加工中心的生产与研发。

阜新立式加工中心850参数
|
机型 |
规格 |
VMC850 |
|
X坐标行程 |
mm |
800 |
|
Y坐标行程 |
mm |
500 |
|
Z坐标行程 |
mm |
500 |
|
工作台规格 (长) |
mm |
1000 |
|
工作台规格 (宽) |
mm |
500 |
|
工作台载重 |
kg |
600 |
|
主轴中心至立柱导轨面 |
mm |
575 |
|
主轴端面至工作台平面 |
mm |
120-620 |
|
X、Y、Z切削进给量 |
mm/min |
1-6000 |
|
X、Y、Z快速移动速度 |
m/min |
24/36 |
|
主轴转速范围 |
r/min |
50-8000 |
|
主轴锥孔 |
|
BT40 |
|
主轴电机功率 |
kw |
7.5 |
|
工作台T型槽/槽宽/槽距 |
mm |
5/18/100 |
|
*精度 |
mm |
300&plu*n;0.005 |
|
重复*精度 |
mm |
300&plu*n;0.003 |
|
机床重量 |
T |
6.8 |
阜新立式加工中心850相关内容
数控加工中心加工工艺与普通机床加工工艺相比,具有如下特点。 1数控加工工艺内容要求十分具体、详细 所有工艺问题必须事先设计和安排好,并编入加工程序中。数控加工工艺不仅包括详细的切削加工步骤和所用工装夹具的装夹方案,而且包括的型号、规格、切削用量、其他特殊要求以及标有数控加工坐标位置的工序图等。另外,在自动编程中还需要确定各种详细的加工工艺参数。 2.数控加工工艺要求更严密、 数控加工过程中可能遇到的所有问题必须事先精心考虑到,否则会导致严重的后果。如攻螺纹时,数控机床不知道孔中是否已挤满铁屑,是否需要退刀清理铁屑再继续加工。遇到达种情况,通常需要在工艺中提前考虑到,采取一系列工艺措施加以解决。又如普通机床加工时,可以多次“试切”来满足零件的精度要求:而数控机床加工,严格按照规定J4、J进给y要求难确无误。因此,数控加工工艺设计要求更加严密、。 3.制定数控加工工艺要进行零件图形的数学处理和计算编程尺寸设定值 编程尺寸并不是零件图上设计尺寸的简单再现,而是需要对零件图进行数学处理和计算。此时,编程尺寸设走值要根据零件尺’十公差要求和零件的形状几何关系重新调整计算,才能确定合理的编程尺寸。 4.考虑进给速度对零件形状精度的影响 选挥切削用量时要考虑进给速度对加工零件形状精度的影响。在数控加工中,的移动轨迹足由插补运算完成的。根据插补原理可知,在数控系统已定的条件下,进给速度越快,则插补精度越低,从而导致工件的轮廓形状精度就越差。尤其是在*加工时,这种影响更加明显。 5.强调选择的重要性 复杂形面的加工编程通常采用自动编程方式。具中心运动轨迹,因此,对于4i具有补偿功当,所编程序只能推倒重来。 6.数控加工工艺的加工工序相对集中 自动编程时,必须先选定再生成刀范的数控机床来说,若预先选择不 由于数控机床特别是功能复合化的数控机床,一般都带有自动换刀装置,因而在加工过程中能够自动换刀,一次装夹即可完成多迢工序或全部工序的加工。所以,数控加工工艺的明显特点是工序相对集中,表现为工序数日少,工序内容多。另外,由于在数控机床上一般都尽可能地安排较复杂的加工工序,所以数控加工工艺的工序内容比普通机床加工的工序内容复杂。


随着轿车制造业的生产模式从大批量单一品种渐渐演变成中小批量多品种,加工中心在相关企业中的应用日趋增多,尤其是用于动力总成部件中那些复杂零件的加工,如发动机中的缸体、缸盖,变速箱中的壳体等。鉴于这些零件不但形状复杂、工艺要求高,一旦出现废品就会造成很大损失,因此,如何提升加工中心的制造质量意义是很大的。而在机检测功能的设置就是一种十分有效的手段。
加工中心多年前在国内机械制造业已有所应用,但在机检测系统则还是近十年来才出现的一种过程控制设备和方式。由于能显著提升过程控制能力,****制造质量、工作效率和降低差错,汽车行业、模具、航天航空及其他制造行业对其的应用逐渐广泛起来,而在汽车行业,汽车发动机、变速箱等工厂的应用日趋增多。以下一些来自汽车行业的生产实际的示例提供了充分的说明。
温度补偿和磨损补偿
10年前,某发动机厂正在验收一条柔性缸盖自动生产线,在对其中二台加工中心几项关键线性尺寸参数进行设备能力评定时,发现机器能力指数都能满足要求。但当执行过程能力评价时,即对延续二班或更长时间的抽检数据进行统计分析时,就出现分散性较大,过程能力指数、值偏低的情况,即工序质量达不到规定的要求。经过对可能引起的原因较*的剖析,确认是环境温度变化造成的,显然,若不采取补偿措施就难以消除由此引起的误差。****后,通过给机床添加了在机检测功能,终于*了问题。方法是:在刀库中配一触发式测头,根据预先设定的频次(如1次/10件),如同一把般地取出,打在安装工件的夹具上的某一固*置。由于正确地判断出这一位置的变化与受控关键尺寸之间存在着线性相关,因此就可以根据测得值的变化来调整进刀量,从而有效地实施了补偿。
同样地,进行温度补偿或磨损补偿也可采用另一种方法。不久前,南方一汽车发动机厂为了确保加工缸盖上平面后的尺寸精度,采取了将在机量仪的测头打在铣削完毕后的工件表面上,按每10件1次的间隔进行测量。若发现有较大偏差,即根据设定的补偿方式自动调整加工参量。一般来说,受温度变化或磨损的影响而带来的波动呈现规律性,据此可确定相应的补偿方式。
阜新立式加工中心850价格
在日常的采购咨询过程中,有很多客户过来询问如何买到合适的加工中心。同样在这些咨询过程中,850加工中心是采购过程中****常用到的一款型号。下面我们来看看关于850加工中心不同类型的案例分析。今天海特数控的小编带你来了解850加工中心应该如何选购。
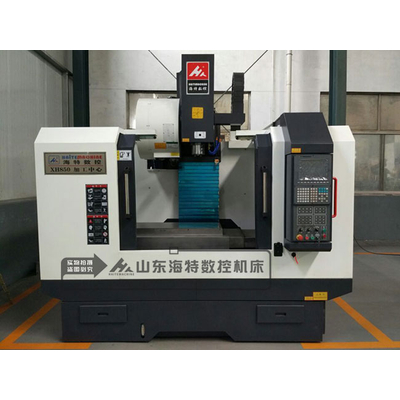
一、850加工中心介绍
850加工中心是一种****常见也是的立式加工中心,因其加工范围广、占地面积小、*等特点广受机械加工企业用户的喜爱,850加工中心一般加工工件范围为800*500*500/550mm,能对在其加工范围内的各种盘类、板类、壳体、凸轮、模具等复杂零件一次装夹,完成钻、铣、镗、扩、铰、攻丝等多种工序加工。
二、850加工中心选择
一般购买加工中心都是用来加工金属、不锈钢材料、模具、以及一些非金属材料,当选择型号时需要根据工作行程和加工的精度来判断使用的型号,昨天有位客户王先森在*上咨询他想采购一台加工中心,型号不确定,主要用于自己小厂子的日常加工使用,平常主要加工模具和铜、铝等金属材料,以及一些非金属的材料。王先生想要选配的系统是三菱或者发那科,主轴转速8000转就可以了。 根据王先生的采购需求分析,因为没有提供具体的加工工件的尺寸,所以建议使用850加工中心,因为以往的经验来说,850型号是使用范围****广的加工中心,同时也是采购经理采购需求****多的型号,能够满足大部分的工件和材料的加工,850加工中心的工作台加工尺寸1000*500mm,主轴转速高达8000转,能够满足采购的使用需求。系统选配一般建议选择发那科,如果您的工厂对三菱比较熟悉,方便售后服务的话,也可以选择三菱。
三、850加工中心系统选择
很多朋友选择加工中心不知道用什么系统,当选择系统时,采购对产品类零件的加工要求不高,加工的产品换刀也不是太频繁,就可以选择台湾数控系统。当采购是用来加工模具的,要求相对较高,就会选择发那科或者日本三菱的数控系统。根据系统的价格区分,国产系统会比台湾系统便宜1~2万,与发那科、三菱系统相比会便宜4~8万左右。除了系统刀库、主轴的不同,同样影响着整体价格。总的来说,要在能满足加工需求的前提下,选择高性价比的配置