全自动钢筋滚笼机的价格-滚笼机的价格-凌云自动化公司






渗透不足以****使用大电流进行焊接是****不完全穿透的基本方法。另外,焊接角焊缝时,用交流电更换直流电,****磁性局部冲击,合理设计沟槽,加强清洗,并采用短弧焊等措施,有效****不完全穿透的发生。未熔融和未熔融是指焊缝金属未与基底金属或焊接金属熔化在一起的缺陷。根据其位置,未融合可分为三种类型:凹槽未融合,层未融合,根未融合。未熔融缺陷的原因(1)焊接电流太小; (2)焊接速度超过kuai; (3)焊条角度不对; (4)发生电弧放电现象; (5)焊接处于下坡焊接位置,母体材料在未熔化时被铁水覆盖; (6)基材的表面具有污垢或氧化物,其影响沉积的金属和基底金属之间的熔合。

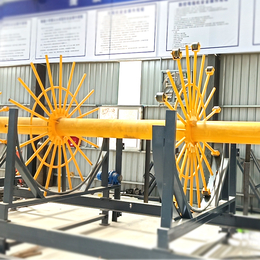
钢网格栅的焊接1.首先将由张开的肋条成型机形成的箍筋的位置和数量放在模具的中间,并验证数量。 2.将四个主肋一个接一个地夹在模卡槽上,并调整箍筋的间距以满足设计要求。 3.在完成主肋和箍筋的调节之后,进行点焊以将箍筋焊接到主肋上。但焊接不允许太深,邵伤害主要肌腱。 4.环肋焊接完成后,焊接附加的肋和肋,滚笼机的价格,必须保证焊缝的长度和高度。****张拉肋结构寿命的方法和措施:为了获得****隧道结构寿命的方法和措施,分析了影响隧道结构寿命的原因,并分析了****隧道结构寿命的对策。隧道结构的寿命从三个方面进行:设计,施工和维护。在设计对策方面,应通过****隧道肋的韧性,根据环境选择合适的衬砌类型,半自动钢筋滚笼机的价格,保留维护空间和使用*材料来****张开肋的使用寿命。
炉渣夹杂物的分布和形状有单点炉渣,带渣,钢筋滚笼机的价格,链渣和致密炉渣。夹渣的原因a。凹槽尺寸不合理;湾凹槽有污垢; C。当多层焊接时,夹层渣不完整; d。焊线能量小;即焊缝散热过快,液态金属凝固过快; F。电****涂层,助焊剂的化学成分不合理,熔点过高; G。钨****惰性气体保护焊接,电源****性不合适,电流和流量密度大,钨电****熔化并从熔池中脱落。 in。h。手工焊接时,全自动钢筋滚笼机的价格,焊条振动不良,不利于焊渣*浮。由于上述原因,可以采取相应的措施来****夹渣的发生。
全自动钢筋滚笼机的价格-滚笼机的价格-凌云自动化公司由商丘市睢阳区凌云自动化机械有限公司提供。全自动钢筋滚笼机的价格-滚笼机的价格-凌云自动化公司是商丘市睢阳区凌云自动化机械有限公司(www.gjlglj.cn)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:陈经理。同时本公司(www.gjlglj.cn)还是从事钢筋笼滚笼机,钢筋滚笼机,滚笼机的厂家,欢迎来电咨询。