挤压筒内衬厂家*品质售后无忧
面议
中国
来电请说明在第一枪看到,谢谢!






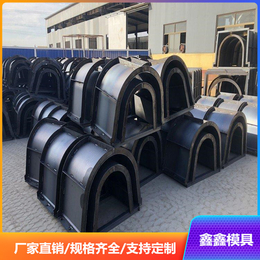
金属挤压变形,需要先加热到一定程度,所以挤压筒内衬厂家*必须在加热到一定温度后才使用,炉子定温一般不超过450℃,从冷态加到450℃的加热速度不宜过快,挤压筒内衬厂家*,一般可控制在8-24 h,这主要取决于挤压筒规格的大小和加热方式。一般采用的是电加热管,加热管的材质304不锈钢,耐高温321不锈钢,310S不锈钢;温度一般在500℃左右,因为铝的软化温度在425℃左右;

说到挤压,先想到的就是铝型材,铝型材大多数采用挤压筒挤压成型。静压挤压采用常温状态下的正挤压。坯料在凹模中受到注入的高压液体的纵向和四周的静压作用,从型孔挤出。坯料四周与挤压筒壁之间产生的静压液体摩擦的摩擦系数****低,坯料变形区的横向压应力比在一般挤压条件下*,对挤压变形的*力降低,使坯料的塑性进一步****。高速钢、钛合金、锆合金、镍基合金等高强度低塑性金属材料可用静挤压成形而不出现裂纹。

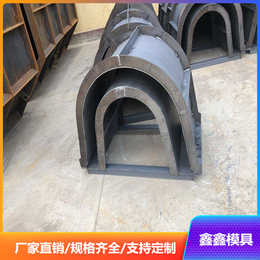
长时间工作的挤压筒内衬厂家*内壁容易沾染型材原料,这样会影响后续生产产品质量。在正常情况下,挤压筒工作内套每1-2个月必须蚀洗或检查一次。为了加快蚀洗速度,可用蒸汽蚀洗。镁合金用挤压筒可用浓度为10%-15%酸溶液蚀洗;铝合金挤压筒可用浓度20%-25%氢氧化na溶液蚀洗。
我们雨晗厂家的产品达到佳的性能价格比。我厂以更高的产品质量、更优的售后服务,在市场竞争中赢得了广大用户的信赖和赞誉。
挤压筒内衬厂家*品质售后无忧由洛阳雨晗工模具制造有限公司提供。洛阳雨晗工模具制造有限公司(www.lyyhgmj*)在铸造模这一领域倾注了无限的热忱和热情,洛阳雨晗工模具一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创*。相关业务欢迎垂询,联系人:王总。

以上内容为挤压筒内衬厂家*品质售后无忧,本产品由洛阳雨晗工模具制造有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报