冷弯机-飞宇机械-冷弯机生产厂家





冷弯机实现转型难度尚存
冷弯机厂家在“内忧外患”的大背景下纷纷选择转型,而大多数冷弯机厂家发现,在困境下很难实现自身的转型。
那些采用经过验证的策略的冷弯机厂家显著地****了成功转型的几率。成功转型的计划相对而言并不多,某些策略可****冷弯机厂家转型的成功几率。其中,****重要的策略包括确定清晰宏大的远景和目标,让高层发挥强有力的*作用,制定明确的转型结构,以及动员及保持企业全体员工的积****参与。如果冷弯机厂家能够综合的运用这些策略,便可望成功转型。

冷弯成型机设计制造特点
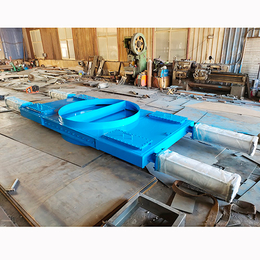
冷弯机(中文名:工字钢冷弯机),也称工字钢弯拱机,主要应用于隧道,地铁,水电站,地下洞室等工字钢,槽钢角钢U型钢等型材的弯曲。
冷弯机(外文名:Steel bending machine)是隧道支护钢拱架加工制作的新型设备。它由底座、机械传动、冷弯系统、液压系统、电器控制系统和辅助系统等六大部分组成。
冷弯成型机(英文名称:Cold Roll Forming Machine)设计制造特点:
1、各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。
2、轧辊采用C12MoV 材料是利用其*性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。
3、轨道圆弧部位是滑轨核心部位,前几道压成型后的圆弧位,在后道次轧折立边时,冷弯机,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,不到底,两点接触产生嘈音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。
4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆。解结的方法是: a:(如图)变形区中性层计算准确,变形区内用料计算准确,滚轮加工对称度好。 b:不变形区域尽量不受压(如滑轨底部),冷弯机多少钱,装配时上下滚轮各区域间隙保持一致。 c:材料咬入前,应根据前道滚压状态,设置引导斜口,冷弯机生产厂家,在稳定受压前,材料在滚内滑移平稳。
5、生产中弯曲扭曲的问题,主要是受力不平衡产生的,左右受力不平衡,左右弯曲,上下受力不平衡,产生扭曲。解决方法:设计受力均衡,加工准确,安装调整方便。
6、滚轮加工准确度是关键,为此,专门制作*工具在投影仪下,放大20倍进行检测。
7、主传动边,采用滚子锥轴承,确保主轴径向跳动在0.04MM以内外,保证主轴不会左右窜动,普通球轴承自身存在间隙,在传动中不能避免轴向窜动。

冷弯成型新技术
冷弯成型机的计算机和有限元分析是理论研究的热点,国内外发表的*和研究成果较多。如何针对生产实际问题,进行计算机,能够解决具体问题,应该成为研究的目标和检验成果的依据。我们根据实际问题,作了内半径为零的双倍折边、宽幅板袋形波缺陷分析、预冲孔孔形畸变的研究,并进行了相关的实验验证。
1. 内半径为零的双倍折边
冷弯成型机,双倍折边是常见的形式。双倍折边的设计中,解决板宽的计算和确定合理的成型工艺步骤是关键问题。采用MSC Marc做有限元得到的结论如下:
(1)、通过对变形区的等效应变分析,验证了在变形过程中,随着板料的进一步弯曲,其中性层偏离中间层,向弯曲内部移动。给出了具体的偏移过程和数值。
(2)、通过对变形前后单元的比较,发现弯曲中,外周单元出现收缩,内周单元出现伸长,弯曲中部的板厚增加,材料发生了流动。
(3)、通过对应力应变的分析,发现弯曲截面的变形与平面应变的特点比较接近,从而确定可以将板料弯曲简化为平面应变问题。
(4)、通过对弯曲应力集中的分析,确定弯曲外周有较大的拉应力集中,弯曲内部有较大的压应力集中,在弯曲区域与非弯曲区域(或较小弯曲区域)的过渡区有较大的剪应力集中。
2. 宽幅板成形中的缺陷分析
产生袋形波是宽幅板成形中常见的问题。在车厢板、压型板、宽幅卷帘门等型材冷弯过程中经常会出现袋形波缺陷。
实验中按照不同的板厚及辊型配置进行了18种组合的实验,并针对比较明显的袋形波、边部波浪、纵向弯曲三种缺陷从产生机理、实验结果等方面进行了分析研究,并对缺陷的消除提出了相应的措施。主要结论如下:
(1)、袋形波的产生主要是由于板在弯曲过程中出现了脱线现象,在弯曲的部位产生了横向拉应力和横向应变。根据板料变形的泊松关系,沿纵向会出现收缩变形,而纵向收缩的部分对中部的未收缩的部分施加了压力,冷弯机销售,板料中间部分失稳出现了袋形波。袋形波主要是弹性变形。
(2)、出现袋形波可适当添加部分道次。断面边缘宽度的大小对袋形波有一定影响,薄板比厚板更容易出现袋形波。可以通过给板料施加拉力来减缓袋形波。
(3)、边浪的产生是两种效果的综合,第*种与袋形波的产生相同,第二种是断面边缘部分的材料先是在外力作用下被拉伸剪切变长,后又再次被压缩剪切产生塑性变形造成边浪。这两种效果互相叠加,造成边浪。各道次均有可能发生边部波浪,前面的道次对边部波浪的出现影响比较大。薄板比厚板更加容易出现边浪,宽边比窄边更加容易出现边浪。

冷弯机-冷弯机多少钱-飞宇机械(****商家)由潍坊飞宇机械科技有限公司提供。行路致远,砥砺前行。潍坊飞宇机械科技有限公司(www.wffyjxkj*)致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为机械加工较具影响力的企业,与您一起飞跃,共同成功!同时本公司(www.mip.wffyjxkj*)还是从事冷弯机,冷弯机厂家,冷弯设备的厂家,欢迎来电咨询。