全自动钢筋滚笼机-凌云自动化有限公司-全自动钢筋滚笼机报价







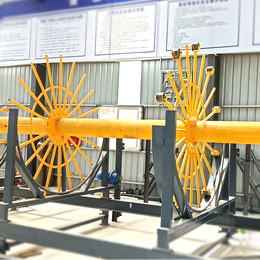
本公司生产的钢笼式滚焊机设备可同时自动形成长度为2m-27m的钢保持架,并配备具有自主知识产权的智能焊接机械手。与手动装订相比,它具有更高的生产效率,节省材料和牢固。形状标准1行走驱动采用硬齿面减速机,扭矩大,结构紧凑,全自动钢筋滚笼机价格,噪音低。 2.行走部分采用齿轮和齿条啮合传动,行走精度高。 3,旋转采用链轮和链条传动,链条弹性可调,传动平稳,全自动钢筋滚笼机报价,保证了移动盘与固定盘的同步。 4,加工杆和加工托盘由CNC加工中心加工,确保两者的可互换组装,方便更换工作时弯曲的加工杆。

自动焊枪不会振动,焊接速度不会变化,均匀美观的焊接操作人员可以远离噪声或高温区域。由于焊接条件恒定,可以****焊接质量。焊接条件是重复的。无论。那时,谁可以工作或者可以焊接到同一产品的任何地方。在焊接工人掌握的焊接条件被编程到机器人上之后,即使是初学者也可以进行高质量的焊接以重复使用已经使用的焊接条件。在半自动焊接的情况下,由于经常调节遥控盒上的旋钮,因此缺乏可重复性。降低生产成本可缩短生产周期,从而****产量。
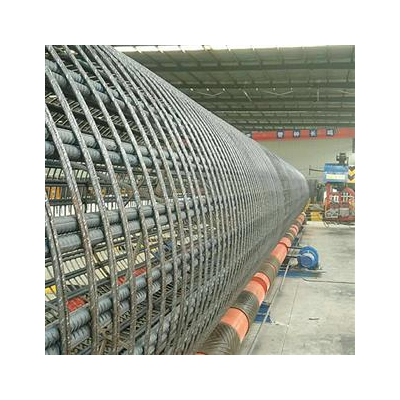
当需要在设备上制造骨架(人数少,工作量不足,无机械连接,单节钢筋笼等)时,可以通过人工生产生产骨架,并可以驱动骨架的旋转通过橡胶辊完成所有主要和马镫的焊接。 。完成的骨架没有设备,并继续围绕肋骨工作。钢保持架也可以在机器上轻推以完成焊接。钢保持架所需的箍筋放在两个橡胶辊上。在橡胶辊的长度上放置一个主肋,全自动钢筋滚笼机,并调整起始尺寸。直箍筋,主筋束焊接在马镫的一侧,主筋腱转向顶部然后*。焊接一个主肋和环肋后,低速旋转橡胶辊并抬起第二个主肋以准备焊接。此时,根据所选择的生产工艺,确定旋转方向,并且当通过固定装置制造骨架时(比率),在焊接第二主肋或多个主肋之后,全自动钢筋滚笼机厂家,主肋下降。如果使用挂钩过程,则旋转将反转。应当注意,在主肋被焊接之后,可能存在偏压,并且可以构成手推车部件,框架,盘,付款人,轨道,行走轮,电动机等。
全自动钢筋滚笼机-凌云自动化有限公司-全自动钢筋滚笼机报价由商丘市睢阳区凌云自动化机械有限公司提供。全自动钢筋滚笼机-凌云自动化有限公司-全自动钢筋滚笼机报价是商丘市睢阳区凌云自动化机械有限公司(www.gjlglj.cn)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:陈经理。同时本公司(www.gjlglj.cn)还是从事钢筋笼滚笼机,钢筋滚笼机,滚笼机的厂家,欢迎来电咨询。