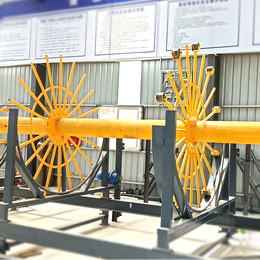
立式钢筋弯曲中心-河南立式弯曲中心-中济鲁源
面议
中国
来电请说明在第一枪看到,谢谢!











立式弯曲中心操作方法
先将滚动旋钮拉起,向右旋转为调高出口压力(反之向左旋转为调低出口压力),在调理压力时,应逐渐均匀地调至所需压力值。该*的压缩空气的压力应在0.4-0.6MPa之间,不行过高或过低
气压过高可能冲击很大,数控钢筋立式弯曲中心价格,对气动元器件形成不良后果,
气压过低会使气动元件履行速度过慢影响生产。
同时由于过滤器的部分原料为pc材料,禁止挨近或在有机1溶剂环境中运用。当出口压缩空气流量明显减少时应立即更换滤芯。
立式弯曲中心开机前检查


立式弯曲中心开机前检查
立式弯曲中心通电开机:开机前首先要观察设备的各部分外观是否正常,紧固螺栓是否松动耿力項鉬,机头牵引链条是否胀紧等;打开空压机储气罐和设备储气罐的排水阀,查看灌内积水是否排空;接通设备电源开关,操作台上的“电源指示”灯点亮,旋转操作台上的“*开关”,河南立式弯曲中心,给设备加电,启动空压机使设备储气罐中的空气压力到达0.5~0.6Mp,数控立式弯曲中心厂家,查看设备上衔接的气管是否有漏气的当地。


手动试机:进入触摸屏“手动画面”,测验左右机头移动和曲折轴上弯下弯弹性是否正常,测验左右机头****限限位和原点限位是否牢靠,测验机头赶紧是否牢固。
参数设置:立式弯曲中心依据出产钢筋的直径和要加工的图形,检查设置“参数设定画面”中的数据,立式钢筋弯曲中心,挑选是否“主动挡料”和“主动卸料”。
立式弯曲中心出产设置:将需要加工的钢筋吊至链床上,挑选安装好配套模具;在“出产画面”中设好钢筋长度,方案出产根数,依据钢筋直径的不同,挑选每次出产钢筋的根数,调整好左右机头的长度和视点补偿值
河南立式弯曲中心-中济鲁源-数控立式弯曲中心厂家由山东中济鲁源机械有限公司提供。山东中济鲁源机械有限公司(www.zjlyjx*)是山东 济宁 ,工程机械配件的*,多年来,公司贯彻执行科学管理、*发展、诚实守信的方针,满足客户需求。在中济鲁源*携全体员工热情欢迎各界人士垂询洽谈,共创中济鲁源更加美好的未来。

以上内容为立式钢筋弯曲中心-河南立式弯曲中心-中济鲁源,本产品由山东中济鲁源机械有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报