涡轮增压器车加工用什么刀具保证*-华菱立方氮化硼刀片
涡轮增压器精镗工序刀具选择
加工部位:增压器中间壳(中间体)
加工材质:灰铸铁HT250
加工余量:单边0.1-0.3mm(30丝以内)
表面粗糙度要求:Rz12(相当于Ra1.6-3.2)
换刀标准:粗糙度超差就换刀
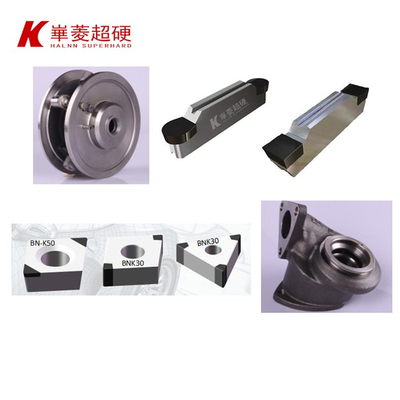
刀片型号:BN-K50牌号 CCGW09T304-2S
针对涡轮增压器的精车、镗孔工序,推荐两款立方氮化硼刀片材质(BNK30和BN-K50),可实现高速切削和*加工涡轮增压器中间体。






涡轮增压器中间体的加工刀具选择
涡轮增压器中间体由于材质属于灰铸铁,可选择刀具材质较多,如硬质合金刀片,涂层硬质合金刀片,立方氮化硼刀片均可使用。
(1)硬质合金刀片:常采用硬质合金刀片的牌号有YG6,YG6X等,加工灰铸铁时由于硬质合金对线速度敏感,线速度越高,刀具*度就越低,导致换刀频次高,****终影响加工效率且增加刀具费用,所以小批量加工时选择硬质合金刀片更经济。
(2)涂层硬质合金刀片:是在强度和韧性较好的硬质合金基体表面上,利用气相沉积方法涂覆一薄层*性好的难熔金属或非金属化合物,在相同切削速度下,刀片寿命相较于无涂层硬质合金刀片延长1-3倍,但由于表面涂覆的*材料较薄,当外表*层磨损后其性能和未涂层的硬质合金刀片一样,在对于效率要求不高的情况下可选择涂层硬质合金刀片。
(3)立方氮化硼刀片:立方氮化硼刀片的硬度高于硬质合金刀片和涂层硬质合金刀片,具备较高的硬度,良好的*性,*冲击韧性强,在不考虑机床刚性的条件下,切削速度可达到1500m/min,而且刀具寿命是硬质合金刀具的几十倍。
涡轮增压器中间体又称为轴承箱,切削加工涡轮增压器*CBN刀片*,是包含轴承组件的壳体,同时用连接涡轮箱和压气机壳的功能,常见材质为灰铸铁。涡轮增压器中间体需要通过车削,镗孔,切槽三种加工方式,才能作为成品使用。
涡轮增压器切槽选用超硬材料立方氮化硼刀片的优势:
立方氮化硼刀片型号,结构,牌号很多,但很多都不是针对涡轮增压器中间体切槽工序的,目前针对涡轮增压器中间体切槽工序,推荐BN-K50牌号,BN-K50牌号*性更优异,G级及以上精度,*,刀具寿命是硬质合金刀具的几十倍,是涡轮增压器中间体的主要切槽刀片。

涡轮增压器车加工用什么刀具保证*-华菱立方氮化硼刀片由郑州华菱超硬材料有限公司提供。郑州华菱超硬材料有限公司(www.hlcbn.org)是一家从事“CBN刀具,立方氮化硼刀具,金刚石刀具,超薄精密切割片”的公司。自成立以来,我们坚持以“诚信为本,稳健经营”的方针,勇于参与市场的良性竞争,使“华菱超硬,华菱刀具,华凌CBN,华凌PCD”品牌拥有良好口碑。我们坚持“服务至上,用户至上”的原则,使华菱超硬在刀具、夹具中赢得了众的客户的信任,树立了良好的企业形象。 特别说明:本信息的图片和资料仅供参考,欢迎联系我们索取准确的资料,谢谢!