板梁凿毛机厂家的价格-天津凿毛机厂家-凌云自动化有限公司







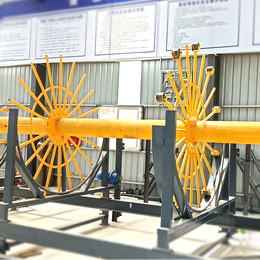
功能应用主机;包括机架,底座,胶辊,传动系统等。当需要在设备上制造骨架(人数少,工作量不足,无机械连接,板梁凿毛机厂家报价,单节钢笼等)时,可生产通过手工生产,可以通过橡胶辊驱动骨架的旋转,完成所有主箍和箍筋的焊接。 。完成的骨架没有设备,并继续围绕肋骨工作。钢制保持架也可以在机器上轻推,完成焊接机的骨架制作过程;钢保持架绕线机****教学工程机械准备钢保持架所需的马镫,并将两个橡胶辊放在两个橡胶辊上。提升橡胶辊的长度,调整起始尺寸,垂直箍筋,主肋条焊接在箍筋的一侧,主筋腱转向顶部然后*。焊接一个主肋和环肋后,低速旋转橡胶辊并抬起第二个主肋以准备焊接。此时,根据所选择的生产工艺,确定旋转方向,并且当通过固定装置制造骨架时(比率),在焊接第二主肋或多个主肋之后,主肋下降。如果使用挂钩过程,则旋转将反转。应当注意,在主肋被焊接之后,可能存在偏压,并且可以构成手推车部件,框架,盘,付款人,轨道,行走轮,电动机等。
调速时按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。


钢保持架的生产主要分为底层主肋的位置 - 加强环的焊接 - 上主肋的焊接 - 安装箍筋的四个步骤如下:1)放置底层的主肋条:轮胎框架生产完成后的加固件为了制造保持架,在放置钢制保持架的主要钢筋之前,应在轮胎框架的末端放置挡板确保钢保持架主肋端部的平直度,板梁凿毛机厂家的价格,然后将主肋一个接一个地放置,天津凿毛机厂家,直到环形板被覆盖。 2)加强环焊:在底层主肋放置到位后,加强线圈焊接。在加强线圈焊接之前,预制梁凿毛机厂家哪家好,必须首先焊接加强环的内支柱,以避免加强环变形并影响钢保持架的尺寸。加强圆的垂直度。 3)上主肋安装:焊接加强环后,用触针在环板外面的加强环上标记上主肋的位置,然后根据标记点依次安装主肋。 4)马镫安装:安装完所有主肋后,安装箍筋和保护层块。箍完成后,分批插入钢笼骨架。遇到环形板时,请使用龙门式轻型升降机笼。将骨架从环形板上移除1~2cm,并使镫形物通过,然后进行箍筋的联合安装。
板梁凿毛机厂家的价格-天津凿毛机厂家-凌云自动化有限公司由商丘市睢阳区凌云自动化机械有限公司提供。板梁凿毛机厂家的价格-天津凿毛机厂家-凌云自动化有限公司是商丘市睢阳区凌云自动化机械有限公司(www.gjlglj.cn)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:陈经理。同时本公司(www.gjlglj.cn)还是从事钢筋笼滚笼机,钢筋滚笼机,滚笼机的厂家,欢迎来电咨询。