深圳斜插式周转箱-周转箱-深圳乔丰塑胶(查看)
周转箱成型后尺寸缩小的原因
1、从生产工艺方面看:增加注射压力,保压压力,延长注射时间。对于流动性大的塑料,高压会产生飞边引起塌坑应适当降低料温,降低机筒前段和喷嘴温度,使进入型腔的熔料容积变化减少,深圳斜插式周转箱,容易冷固。
2、从注塑模具方面看:多浇口模具要调整各浇口的充模速度,对称开设浇口。模具的关键部位应有效地设置冷却水道,保证模具的冷却对消除或减少收缩起着很好的效果。整个模具应不带毛刺且具有合模密封性,能承受高压、高速、低黏度熔料的充模。
3、从注塑设备方面看:供料不足,周转箱,注塑机螺杆或柱塞磨损严重,注射及保压时熔料发生漏流,降低了充模压力和料量,深圳厂家周转箱,造成熔料不足。喷嘴孔太大或太小。太小则容易堵塞进料通道,太大则将使射力小,充模发生困难。
4、从原料本身看:原料太软易发生凹陷,有效的方法是在塑料周转箱注塑过程中加入成核剂以加快结晶。



挑选折叠周转箱的七点要求
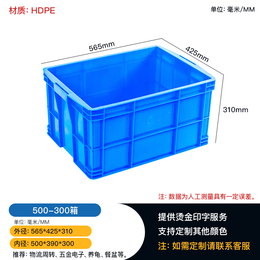
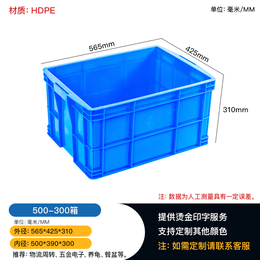
1、外尺寸,指的是上海折叠周转箱在没有箱盖下的大尺寸;
2、如果是选择配有箱盖的上海折叠周转箱,高度建议增加15毫米;
3、确定好可放置物品的有效尺寸:有效尺寸指上海折叠周转箱的内尺寸,特别注意下口尺寸和高度;
4、上海折叠周转箱的承载,是指在适应环境温度范围内,均匀放置时的大承重;
5、适应环境温度:通常在-18至 65℃(尽量避免阳光爆晒及靠近热源);
6、标准上海折叠周转箱产品尺寸误差为正负3%,重量误差正负3%,侧壁变形率不大于1%,箱底平面变形量不大于5mm,箱体内对角线变化率不大于1%,均属于企业标准允许的范围;
7、另外,上海折叠周转箱还可以定制尺寸和颜色,可以丝印LOGO和模具刻字等。



如何知道塑料周转箱材质的好坏?
一,看颜色;颜色发亮的通常是纯原料制成的,颜色发暗的不是纯原料制成的;
第二,看柔韧性;PE材质的通常都有一定的柔韧性,而不是硬邦邦的,深圳eu周转箱,但是也*是软布垃圾的。PP材质的通常硬度比较大,箱子做出来四方四正的没有什么柔韧性。
第三,闻气味;好的材质的塑料周转箱没有刺鼻的气味,劣质的塑料周转箱会有刺鼻的气味。

深圳斜插式周转箱-周转箱-深圳乔丰塑胶(查看)由深圳市宝安区松岗乔丰塑胶经营部提供。深圳市宝安区松岗乔丰塑胶经营部(www.szqfsj*)坚持“以人为本”的企业理念,拥有一支敬业的员工队伍,力求提供好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。深圳乔丰塑胶——您可信赖的朋友,公司地址:深圳市宝安区松岗街道燕罗路225,联系人:阮经理。