数控弯管机哪家好-北京数控弯管机-沃特杰特(查看)





<*n style="font-size:18px;">弯管切割机
数控相贯线切割机切割圆管时,首先预热管侧部位,转动钢管的气割和快速气割。嘴头与管子外表接近垂直。切透后嘴头往上倾斜并与管子成接近切线角度。切割过程中,割炬应不时改变位置,以坚持这一切割角度。
切割一段后暂时停止,将管子稍加转动后,数控弯管机公司,再继续切割。较小直径的管子可分23次割完,较大直径的管子可多分几次,但分段越少对切割越好。
把圆管置于回转胎具上按逆时针方向转动,大直径钢管或圆筒的快速气割。将数控相贯线切割机割炬设在偏离圆管顶面一定距离处。切割时,切割氧流相对切口前缘形成一个攻角,同时火热的熔渣沿管壁内、外表面把切口前缘预热至很高温度,大大加速了铁-氧燃烧反应,使切割速度大为****。


<*n style="font-size:18px;background-color:#E53333;">想要了解更多,欢迎拨打图片上的电话吧!!!
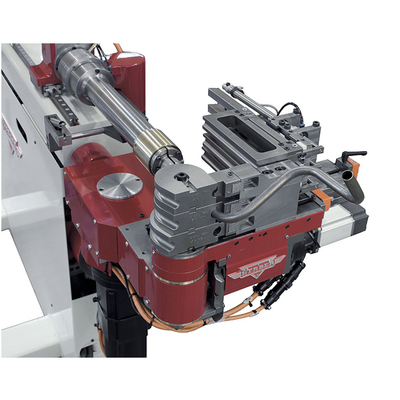
<*n style="font-size:18px;">管弯<*n style="text-indent:2em;font-size:18px;">机
管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。5、现提供R。(弯曲半径/管外径)关系曲线图,供用户在选择管子直径与壁厚关系时参考。反映相对弯曲半径,相对壁厚对弯管质量的影响,根据管道加工的验收规范:冷弯的钢质管道为,中低压为4D、高压为5D。故我们的弯胎设计为R=4D(特殊情况另定),所以就我厂生产的弯管机而言主要以选择相对壁厚SX为主,图的上部为无芯轴区,图的中部为普通芯轴区,图的下部为特殊芯轴区。由于特殊芯轴设计制造均很困难,操作也不太方便,数控弯管机品牌,故一般我厂不予供货。特别情况可另行商定。

<*n style="font-size:24px;background-color:#E53333;">想要了解更多,数控弯管机哪家好,欢迎拨打图片上的电话吧!!!
<*n style="font-size:18px;">弯管切割机介绍
1.卡盘旋转时,人员物品应保持一定的安全距离,不得触摸卡盘。
2.工作时发现异常,如电气出现闪电、火花传动出现异常噪音、抖动、卡死或超负荷等情况,应及时断电检查处理。
3.注意切下的料头不能直接落下地面,北京数控弯管机,****砸伤导轨。
4.用卡盘缩紧头缩紧卡盘后,必须将卡紧头从卡盘中移出。


<*n style="font-size:18px;background-color:#E53333;">想要了解更多,欢迎拨打图片上的电话吧!!!
北京数控弯管机-沃特杰特弯管机-数控弯管机品牌由沃特杰特贸易(北京)有限公司提供。北京数控弯管机-沃特杰特弯管机-数控弯管机品牌是沃特杰特贸易(北京)有限公司(www.wj*cific.cn)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:尉经理。同时本公司(www.swebend-sweden.cn)还是从事型材滚弯机厂家,型材滚弯机报价,型材滚弯机价格的厂家,欢迎来电咨询。






