延庆去毛刺-八溢操作方便-去毛刺工具
面议
中国
来电请说明在第一枪看到,谢谢!
车床加工毛刺的控制
车床加工主要针对回转体做外圆、内孔、台阶、沟槽以及螺纹的加工、对毛刺控制的因素有刀具锋利程度、刃磨刀具的好坏程度、还有进刀量的控制,要控制毛刺需要刀具锋利、进刀量小,在加工过程先粗车、进刀量大、吃刀深、去掉多的材料、然后在精车、用小进刀量高速小吃刀深度的方法车出产品表面状况好毛刺少、在车削过程中加点切削液、效果会更好、给后工序去毛刺工序减轻负担。






等离子去毛刺的优势
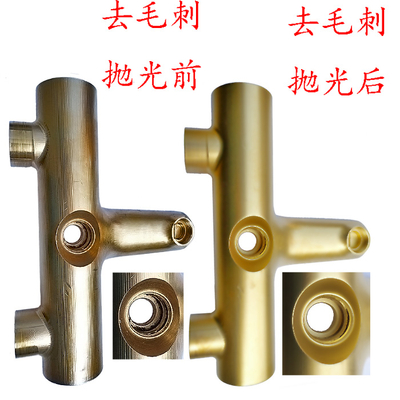
等离子去毛刺是靠离子轰击完成的,等离子体积十分小、不像其他介质去毛刺、介质体积就决定了产品死角位去不掉、尤为介质根本就打不到死角位的地方,但离子非常小、很轻松就可以达到、这是等离子的一大特点,只有产品是浸入在抛光液里面、离子就可以达到、换句话就可以去毛刺,浸入在液体里面的边角死角都可以轻松去除。
粉末冶金不锈钢毛刺特点
粉末冶金不锈钢它的制造工艺是用不锈钢粉末加固溶剂压制成型、再经过烧结融合在一起的、由于要烧结、在烧结过程中难免会变形翘曲的现象、有些也会留下合模痕迹、在尺寸、平面有要求的地方、都还会二次机加工才能保证产品尺寸要求、二次机加工留下的毛刺会显得硬、因为烧结过程中就相当于把不锈钢进行热处理一样、此类去毛刺更加不好处理,使用等离子抛光设备去毛刺是****不错的选择。八溢自动化设备有限公司生产的等离子去毛刺抛光设备对粉末冶金无要求、它是靠离子轰击完成的对不锈钢毛刺硬度毫无影响。

以上内容为延庆去毛刺-八溢操作方便-去毛刺工具,本产品由东莞市八溢自动化设备有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报





