粗加工60度钢件用什么刀头超*-华菱刀片超*(图)
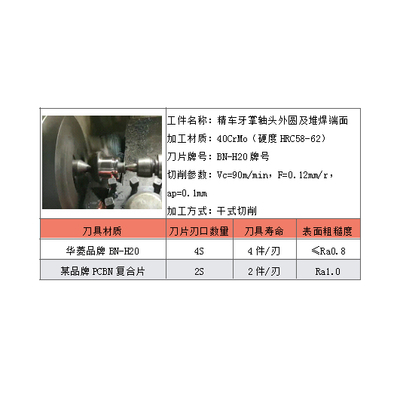
高硬度钢件热处理后的硬度如果达到HRC50以上(如62度钢件,63度钢件),硬质合金刀片已经很难进行有效的车削加工,因其刀具材料硬度低已经超出了硬质合金刀片的加工范围。此时推荐选择陶瓷材质和立方氮化硼材质超硬刀具。
单边加工余量0.5mm(50丝)以内的精加工,陶瓷材质刀片和立方氮化硼刀片BN-H10都能****率加工,由于陶瓷材质刀具脆性大,易崩刀,如带有键槽或强断续工况,或者热处理后变形量大余量不均,则优选立方氮化硼刀片BN-H21。该两种牌号CBN刀具*于针对硬度高、强度高、几乎没有塑性的高硬度钢件加工,承受切削阻力大、切削温度高,加工效率****果好。






淬火后高硬度钢件加工刀具的切削参数选择:切削淬火后高硬度钢件(63度钢件)的切削用量,首先确定合理的切削速度,其次是切削深度,再其次是进给量。
切削速度:一般淬火后高硬度钢件(63度钢件)的耐热性为200~400℃,高于此温度时,材料的硬度就会下降。而硬质合金的耐热性为800~1000℃,陶瓷材质刀具材料的耐热性为1200℃,立方氮化硼的耐热性为1400~1500℃。所以在切削淬火后钢件时,要充分利用这一特性,切削速度Vc不能选择太低。硬质合金刀具Vc为30~75m/min;陶瓷材质刀具Vc为60~120m/min;立方氮化硼(CBN)刀具Vc为50~250m/min。如是断续切削时,62度钢件高速切削用什么车刀*性好,vc为上述的1/2左右。
切削深度:一般根据加工余量和工艺系统刚度来选择。一般情况下,ap为0.1~3mm。
进给量:一般Fr为0.05~0.3mm/r。在工件材料硬度很高或断续切削时,应减小进给量,以防刀具崩刃。

淬火钢也就是所谓热处理后的高硬度钢件,热处理淬火后钢件硬度高,也因此成为难加工材料之一,尤其是遇到硬度高又带有断续切削的加工难题,如YT726车刀断续车削热处理后62度钢件容易崩刀如何解决?
随着CBN刀具BN-H21牌号的推出,华菱超硬打断了进口刀片对于断续切削领域的垄断,展示了其在淬火钢材料断续切削方面的显著优势,如强断续切削加工齿轮、轴承、滚珠丝杠、模具、同步器、球笼万向节等,每个零件都在各大行业中起到不可或缺的作用,使用华菱超硬品牌高硬度钢件*刀具可实现高速、****、批量加工。

粗加工60度钢件用什么刀头超*-华菱刀片超*(图)由郑州华菱超硬材料有限公司提供。郑州华菱超硬材料有限公司(www.hlcbn.org)是河南 郑州 ,刀具、夹具的*,多年来,公司贯彻执行科学管理、*发展、诚实守信的方针,满足客户需求。在华菱超硬*携全体员工热情欢迎各界人士垂询洽谈,共创华菱超硬更加美好的未来。