断续切削齿轮轴*CBN车刀**冲击-华菱立方氮化硼刀片
华菱品牌立方氮化硼刀具优势:
1、硬车齿轮、齿轮轴性能稳定:在连续硬切削齿轮断面或内孔已经不是难题;但在断续切削,深孔加工,华菱超硬CBN刀具连*续切削加工齿轮,可获得较高的表面光洁度、断续切削不崩刀。
2、硬车齿轮、齿轮轴综合经济成本低:硬车削(以车代磨)齿轮工艺成本相对磨削工艺,综合成本一般能降低5倍左右,切削效率能****3-4倍。
3、硬车削齿轮、齿轮轴的表面粗糙度:齿轮常见材质有20CrMnTi、16Mn5、42CrMo等,热处理后硬度达到HRC58-62,一般工艺要求粗糙度Ra0.8以内;BN-H10刀片完全能够达到要求,****加工质量、延长立方氮化硼刀具*度。







齿轮、齿轮轴作为机械装备中的重要传动部件,广泛应用于机床、汽车等行业。随着齿轮行业的生产需求不断增加,随着齿轮行业的竞争不断加剧,如何在保证齿轮尺寸精度和表面光洁度的要求下,****生产效率,成为了齿轮行业一直思考的问题,相应的对CBN刀具的效率,精度、寿命等方面也提出了更高要求。
BN-H10牌号精车加工变速箱齿轮时,*性和耐崩损性兼优,可高速切削加工,保证较高的尺寸精度和寿命。
BN-H10热后硬车齿轮时,采用干式切削的加工方式,不添加切削液,一方面省去了冷却润滑油箱和油屑分离装置以及相应的电气设备,使机床结构紧凑,另一方面****大****加工环境,加工费用也大大减低。
同时BN-H10牌号可根据客户需求,提供涂层和修光刃等硬切削方案,更好的助力企业实现****加工变速箱齿轮。

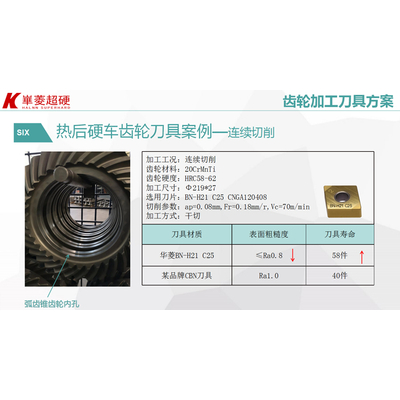
齿面的齿轮承载能力高,是在齿轮精加工之后,再进行淬火、表面淬火或渗碳淬火处理,以****硬度。但在热处理中,齿轮不可避免的会产生变形,因此在热处理之后须进行磨削或车削,以消除因变形产生的误差,热后硬车齿轮轴*PCBN刀片光洁度好,****齿轮的精度。此时选择陶瓷材质刀片和CBN刀片BN-H10/BN-H21较适合。
部分被加工齿轮的端面或内孔存在油孔或键槽,属于断续切削工况,陶瓷材质刀片脆性大众所周知,针对此情况,立方氮化硼刀具BN-S20、BN-H20牌号和BN-H21牌号是专门针对中等断续切削齿轮所研发的。
断续切削齿轮轴*CBN车刀**冲击-华菱立方氮化硼刀片由郑州华菱超硬材料有限公司提供。郑州华菱超硬材料有限公司(www.hlcbn.org)拥有很好的服务和产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是全网商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!