宏泰机床(图)-龙门镗铣床加工-龙门镗铣床





配置数控附件铣头拓展数控龙门镗铣床使用功能
数控龙门镗铣床已配置有六只各种功能附件铣头, 新配置的数控附件铣头被定义命名为 7 号附件铣头,技术规格见表 1。
按照 JIS B 6336—2000 标准检验,7 号附件铣头主要出厂精度指标如下。
(1) B 轴任意角*精度 10″,重复*精度±5″。
(2) 水平旋转轴(C 轴)1°时*精度 7.2″,3米龙门镗铣床,重复*精度±3.6″。
(3) 主轴径向跳动芯棒近端时为 0.01 mm , 芯棒300 mm 远端时为 0.015 mm。
(4) 主轴端面跳动 准300 mm 时为 0.01 mm。

龙门镗铣床附件铣头夹持系统的设计
第二种铣头夹持系统
如图 4 所示,需要夹紧铣头时,夹紧油口注入压力油,龙门镗铣床,活塞向上运动,钢球向内靠拢,铣头拉钉被拉紧,同时弹簧也提供拉紧力。 如图 5 所示,龙门镗铣床加工,需要放松铣头时,放松宏泰油口注入压力油,活塞向下运动,钢球向外离散,铣头拉钉被放松。此结构增加了一个弹簧,具有自锁功能,当机床突然断电或液压站故障时,弹簧可以提供拉紧力,使附件铣头不会突然掉落。
当油缸处于夹紧状态时,油缸拉紧力为:
FJ=PJ(πD2-πd2)/4 Fl (2)
式中:F 为弹簧刚度,N/mm;l 为弹簧压缩量,mm。
设 PJ=8 MPa、D=79 mm、d=38 mm、F=59 N/mm、l=26 mm,代入式(2)得到 FJ=31 659.16 N。

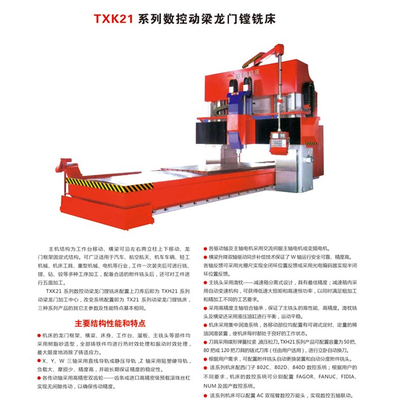
简析龙门镗铣床维修
龙门铣是机床族的一个重要机型,是关键的冷加工设备,它在机械制造业得到了广泛的应用。龙门铣的优势在于工件一次装夹,可对其五个面进行铣、镗、钻、铰、攻丝等多道工序的加工,保证加工件几何精度和位置精度。同时也是一种****机床,如今,以铣代刨早已是一个不争的事实。龙门铣的优势在于工件一次装夹,可对其五个面进行铣、镗、钻、铰、攻丝等多道工序的加工,定梁龙门镗铣床,保证加工件几何精度和位置精度。同时也是一种****机床,如今,以铣代刨早已是一个不争的事实。

宏泰机床(图)-龙门镗铣床加工-龙门镗铣床由高密宏泰机床制造有限公司提供。高密宏泰机床制造有限公司(www.htjc*)实力雄厚,信誉可靠,在山东 潍坊 的行业*设备等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将*宏泰机床和您携手步入*,共创美好未来!