电火花高速穿孔机- 华庭数控-电火花高速穿孔机生产厂家
面议
中国
来电请说明在第一枪看到,谢谢!






数控穿孔机进给伺服系统的特性:步进伺服系统
步进伺服是一种用脉冲信号控制,并将脉冲信号转换成相应角位移的控制系统。其角位移与脉冲数成正比,转速与脉冲频率成正比,电火花高速穿孔机公司,通过改变脉冲频率可调节电动机的转速。如果停机后某些绕组仍保持通电状态,则系统还具有自锁能力。步进电动机每转1周都有固定的步数,如500步、1000步、50000步等,理论上其步距误差不会累计。
穿孔机加工的常见误区*体例的误区穿孔机加工的精度节制和保证在很年夜水平上取决于*精度。但在慎密加工中,因为选用平动体例的外形与加工外形有分歧,为了****1仿形精度,电****缩放量不能太年夜,一般取单边0.05mm 以下。
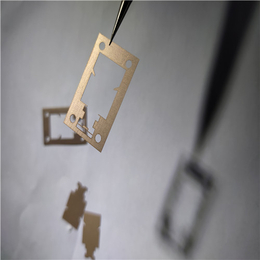
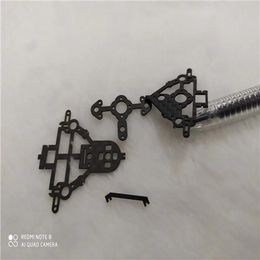
但在加工不不变的情形下,必然要连结勤抬刀,电火花高速穿孔机,适被选用较年夜的脉冲距离,否则反而会降低加工效率,甚至引起电弧放电,使加工过程不能正常进行。电****与金属间放电发生高温侵蚀金属达到穿孔的目的,用于加工超硬钢材、硬质合金、铜、铝及任何可导电性物质的细孔。

电火花穿孔机维修*注意事项
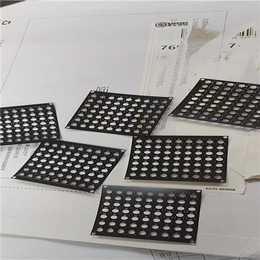
平常我们用到的很多金属,上面可能会有各种各样的小孔,比如*,要有小孔才能方便携带,其他的金属当然也一样有小孔的需要。但金属跟纸张不一样,想要有小孔并没有那么的容易,如金属上要有孔的话,电火花高速穿孔机生产厂家,那么是需要穿孔机的帮助,通过穿孔机能够轻松打出小孔。但穿孔机使用一段时间,可能需要维修,电火花穿孔机维修*事项。
电火花高速穿孔机- 华庭数控-电火花高速穿孔机生产厂家由泰州市华庭数控设备有限公司提供。电火花高速穿孔机- 华庭数控-电火花高速穿孔机生产厂家是泰州市华庭数控设备有限公司(www.tzhtsk*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:姜先生。

以上内容为电火花高速穿孔机- 华庭数控-电火花高速穿孔机生产厂家,本产品由泰州市华庭数控设备有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报