欧治精密机械(图)-电火花穿孔机供应商-电火花穿孔机






电火花小孔高速加工机特点
1.小孔机能加工直径Ф0.3mm~3mm的深小孔(深径比****1高可达300:1)
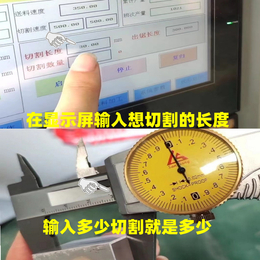
2.加工速度可达每分钟30~60mm(视材料而定)
3.能加工线切割起始孔、过滤孔、喷嘴孔、气孔、群孔、超深孔等
4.能加工不同的导电材料,电火花穿孔机出售,甚至是半导电材料,特别适用与加工不锈钢、淬火钢、铜、铝、硬质合金等
5.可直接在工件的斜面、曲面上进行加工
6.可蚀除折断在工件中的钻头、丝锥等,而不损坏原孔螺纹
7.工作液可直接采用自来水,也可以用皂化液,*
8.操作简单、方便
9.工作台X,Y,Z三轴配有数显装置
10.Z轴具有定深功
数控电火花穿孔机电箱的*与检修

数控电火花穿孔机电箱的*与检修
1、数控电火花穿孔机加工时电压表无电压:
① 检查KM4是否吸合
② 检查电源整流桥及有关器件
③ 检查电源线路板或更换
2、数控电火花穿孔机加工不进给或不回退,检查伺服控制板的状况或更换。
3、数控电火花穿孔机放电即产生*火花,电源印板上的VMOS管损坏或控制失灵,更换电源印板。
4、数控电火花穿孔机无工作液。泵的电机不转:
① 检查热继电器FR是否已经动作
② 工作液泵是否堵转或其电机缺相
③ 过滤器是否堵塞、工作液不够
老式的盘式和菌式穿孔机受结构前提的限制,轧辊悬臂安装,电火花穿孔机供应商,轧机强度小,电火花穿孔机,不能穿年夜直径薄壁管,齿轮传动部门磨损快,修理频仍,出产率低,数控电火花穿孔机,辊身短、变形区短,单元变形区长度上应力较年夜,穿孔过程中金属内部发生****年夜的应力使毛管质量变坏;前进角固定,出产物种受到限制,所以这两种穿孔机今朝较少使用,用得****普遍的是辊式穿孔机。
我国无缝钢管的出产从无到有、从小到年夜,已经走过了 50 多年的过程。电念头能供给的功率规模很年夜,从毫瓦级到万千瓦级机床的智能节制手艺并不是万1能的,故不能轻忽人工调整电参数的浸染。
欧治精密机械(图)-电火花穿孔机供应商-电火花穿孔机由泰州欧治精密机械有限公司提供。欧治精密机械(图)-电火花穿孔机供应商-电火花穿孔机是泰州欧治精密机械有限公司(www.ozjmjx*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:肖先生。