常州武进区通风管道-正久通风设备-找通风管道





螺旋钢管是以带钢卷板为原材料,常常温揉捏成型,以主动双丝双面埋弧焊手艺焊接而成的螺旋缝钢管。
( 1 )原材料即带钢卷,焊丝,焊剂。在投入前都要经过过程峻厉的理化考验。
( 2 )带钢头尾对接,选用单丝或双丝埋弧焊接,在卷成钢管后选用主动埋弧焊补焊。
( 3 )螺旋风管成型前,带钢经过过程矫平、剪边、刨边,表面输送和予弯边措置。
( 4 )选用电接点压力表操控输送机两头压下油缸的压力,保障了带钢的安稳输送。
( 5 )选用外控或内控辊式成型。
( 6 )选用焊缝空位操控设备来保障焊缝空位对劲焊接需求,管径,错边量和焊缝空位都获得峻厉的操控。
( 7 )内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,而后获得安稳的焊接标准。
( 8 )焊完的焊缝均经过过程在线接连超声波主动伤仪查看,保障了 100% 的螺旋焊缝的无损检测笼盖率。若犯短处毛病,主动报警并喷涂符号,通风管道批发价格,生产工人依此随时调剂手艺 参数,实时消弭短处毛病。
( 9 )选用空气等离子切割机将钢管切成单根。
( 10 )切成单根钢管后,每批钢管都要进行峻厉的首检准则,查看焊缝的力学性能,化学成分,溶合景象,钢管表面质量以及经过过程无损探伤考验,保障束管手艺合格后,常州武进区通风管道, 才调正式投入生产。
( 11 )焊缝上有接连声波探伤符号的部位,经过过程手动超声波和 X 射线复查,如确犯短处毛病,经过过程修补后,再次经过过程无损考验,直到认可短处毛病现已消弭。
( 12 )带钢对焊焊缝及与螺旋焊缝订交的丁型接头的地址管,悉数经过过程 X 射线电视或拍片查看。
( 13 )每根钢管经过过程静水压测验测验,压力选用径向密封。测验测验压力和时刻都由钢管水压微机检测设备峻厉操控。测验测验参数主动打印记实。
( 14 )管端机械加工,使端面笔挺度,坡吵嘴和钝边获得切确操控。
正久通风设备有限公司——常州白铁工程加工,找通风管道,常州工厂排烟,常州通风管道加工

建筑工程通风管道安装要做什么资料
对于建筑工程通风管道安装要做什么资料?下面由小编介绍一下:
1、材料、设备报检资料。
2、施工*设计(施工方案)。
3、专项施工技术交底及安全交底资料。
4、分项施工检查记录(制作、安装等)报检资料。
4、分项质量检查验收记录,比如:透光检验、风量调试、隐蔽工程。
5、整体验收(竣工报告、开工报告)。
如果想要了解更多的话,可以咨询我们通风管道厂家,我们会为你服务的!

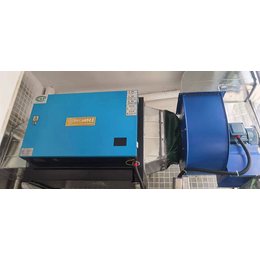
关于消防排烟风机箱由哪些部分组成?下面由常州排烟管道的相关人员介绍一下:
1、框架及面板:消防排烟风机箱采用防腐*、结构****、易于现场拆装检修的铝合金框架结构;板面内贴消音棉,外板为电解板或镀锌板,表面涂层采用喷塑保护,电解板的氧化层与外涂层构成双层保护,整体结构强度高,隔音性能好;对小风量机组亦可采用双面板塑钢结构。
2、滤网:可根据客户需求配置滤网,标准配置不配带滤网。
3、电机:消防排烟风机箱采用的是Y系列三相异步电动机,具有****、节能、性能好、噪音低、振动小等特点。
4、风机:消防排烟风机箱的机组采用整套进口品牌双进风离心式风机。
如果想要了解更多的话,可以咨询我们通风设备厂家,我们会为你服务的!

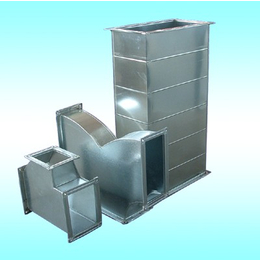
通风管道的合口连接是否成功是整个通风管道系统安装成功与否的关键,通风管道的合口连接如果不合格,就会在使管道系统在使用过程中发生*的现象,因此,在进行通风管道的合口连接时,我们一定要注意以下提到的注意事项。
1、矩形风管直管段,不管是同一板材连接,还是几块板材组合拼接,表面需平整、角线顺直。组合前应清除板材切口表面的切割粉末、灰尘及杂物。
2、管段组合后45度角切边外部接缝,需贴铝箔胶带封合板材外壳面,每边宽度不少于20mm.用角尺、钢卷尺检查调整垂直度及对角线偏差,并符合规范要求。
3、风管的圆弧面或折线面完成下料并折压成型后,应与平面板预组合无误后在涂刷粘合剂,以保证管件的几何形状尺寸及观感。
4、连接组合后的管段应垂直摆放至定型后方可移动。
通风管道施工时安装吊架的规定通风管道的吊架安装是通风管道施工中一个重要环节,吊架安装对管道起着支承重量、平衡介质反力、限制位移和****震动等作用。因此就需要施工人员了解安装吊架的规定,才能更好的完成通风管道施工工程。
1、风机、空调机组、风机盘等设备的支、吊架设计要求设置隔振器,其品种、规格应符合设计及产品技术文件要求。
2、风管垂直安装,间距不应大于4m,单根直管至少应有2个固*。
3、吊架的螺孔应采用机械加工,吊杆应平直,螺纹完整、光洁。
4、长度超过20m的水平悬吊风管,在通风管道施工时至少设置1个防晃支架。
5、支吊架不宜设置在风口、阀门、检查门及自控机构处,离风口或插接管的距离不宜小于200mm。
6、平悬吊的主、干风管长度超过20m时应设置****摆动的固*,每个系统不应少于1个。
,共板生产加工,不锈钢风管生产,满焊风管加工,螺旋风管等工程

通风管道批发价格-常州武进区通风管道-正久通风设备(查看)由正久通风设备有限公司提供。通风管道批发价格-常州武进区通风管道-正久通风设备(查看)是正久通风设备有限公司(www.czzhengjiu*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:曾先生。