电火花穿孔机报价
面议
中国
来电请说明在第一枪看到,谢谢!






电火花小孔机属于电火花加工又称放电加工机床的一种。
电火花小孔机的加工不稳定:电****出液口偏斜,出液不直,造成加工不稳定。电****质量不高可能引起这种情况,请更换电****。加工深孔时常短路回退,可能是电****前端不直或钻夹头中心孔与导向器中心孔不同心。电火花小孔机若电****前端不直,请换电****方向,若中心孔与导向器不同心,请用调整芯棒重新调整同心度。

电火花小孔机对控制技术的要求:
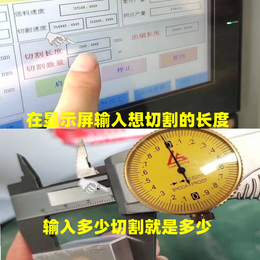
加工同一小孔来说,加工时间长,进给尺寸多和加工时间短,进给尺寸少,其加工小孔的尺寸是大不一样的.前者加工尺寸变大,后者尺寸略小,如果用人工控制,则很难满足加工时间一致和进给深度一致.也就很难保证加工小孔尺寸的一致性,特别对那些多孔零件,电火花穿孔机报价,(如啧丝板,喷油嘴等)要求各孔的均一性****高,采用人工控制显然是不能满足加工的要求.为了解决这一问题高速电火花加工采用数字程序控制是非常适宜的,必要的.
电火花小孔高速加工机基本配置:
(1)三轴数显与操作相溶为一体
(2)z轴采用了直线导轨(5相十拍步进电机推动),直流电机推动
(3)直齿传动式旋转头,体积小
(4)超大规模集成电路,使脉冲电源****为可靠
(5)高低压复合电源,大功率VMOS场效应
(6)机动型二次行程
(7)可调节式操作控制箱,充分考虑以人为本
(8)包容DD703型的操作控制模式
(9)*柱塞泵,线隙式过滤器
(10)大理石台面
(11)不锈钢工件装夹附件
(12)随机备件及耗材
(13)加工****性可随意更换
(14)加工稳定度可调节
电火花穿孔机报价由泰州市华庭数控设备有限公司提供。电火花穿孔机报价是泰州市华庭数控设备有限公司(www.tzhtsk*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:姜先生。

以上内容为电火花穿孔机报价,本产品由泰州市华庭数控设备有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报