



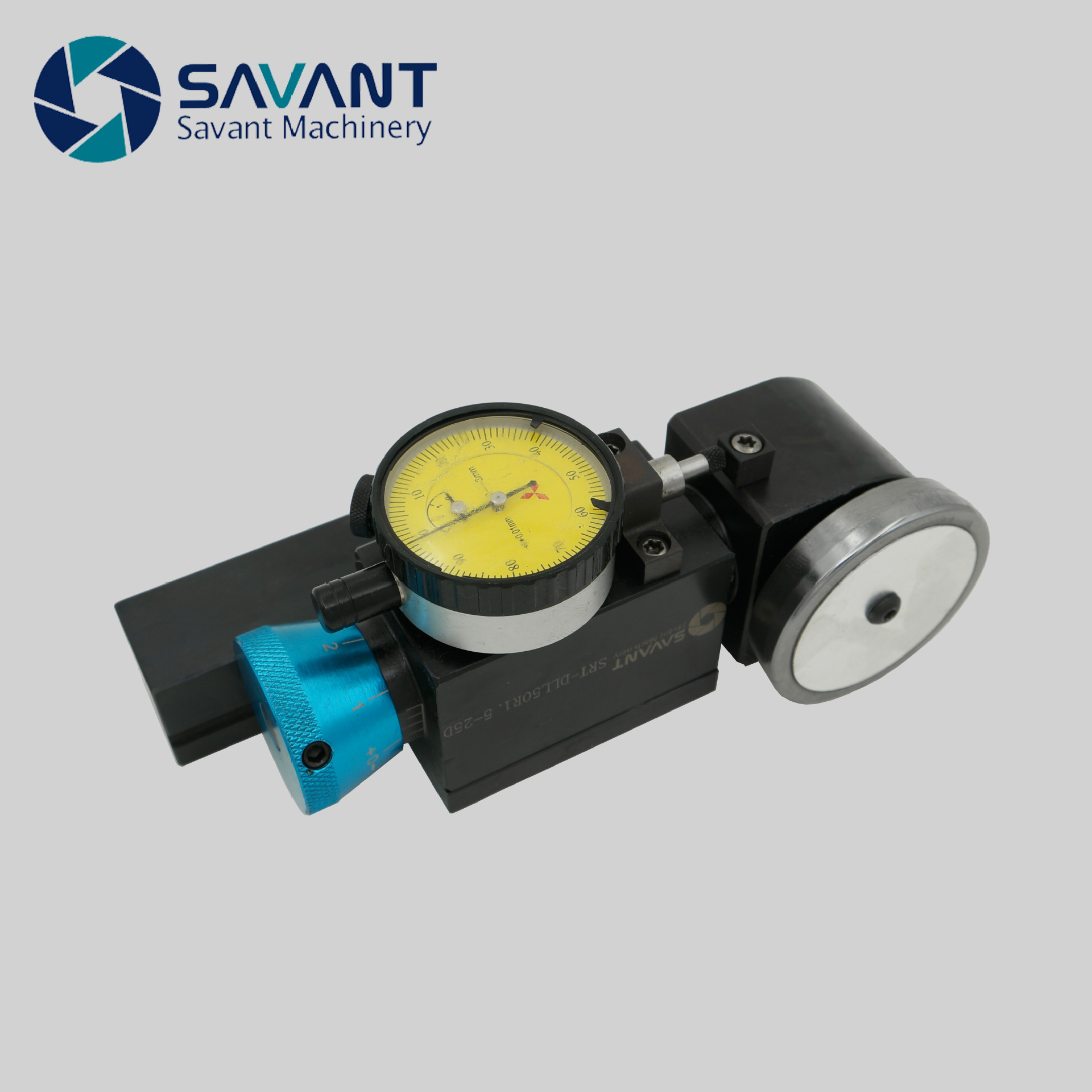
外圆挤光刀 外圆挤压工具 单轮滚压刀
¥3000元/件
中国 江苏 无锡 梁溪区
来电请说明在第一枪看到,谢谢!
外径挤压工具 外圆挤光 外径槽镜面滚压工具
外径滚压刀 单滚型滚光刀



一 产品性能
1、本工具可在普通车床、CNC系列机床、加工中心等设备上使用;
2、适用于工件硬度40以下的各类金属材质零件的外圆加工;
3、可加工范围,Φ20mm~ Φ500mm;
4、零件通过一次性加工后表面粗糙度可达到Ra0.2um;
5、另可以根据用户要求及机床规格来设计定做。
6、可以通过液压装置和压力表准确监控压力变化。
二 操作方法
1、旋转合适的滚压工具,将工具装夹部装夹在机床设备的刀架上;
2、使工具头与工件轴线相吻合;
3、滚压工具设计配备了弹簧压力调节装置,其浮动范围在0.2mm-0.4mm之间;
4、为了获得效果,请选用合适的滚压量。
三 参数(供参考)
|
工具型号 |
HP-DL |
|
工具外径(mm) |
36*36 |
|
有效加工径(mm) |
依据工件 |
|
柄部长度(mm) |
150 |
|
柄部直径(mm) |
36 |
|
全长(mm) |
180 |
|
滚轮数(支) |
1 |
四 注意事项
1、为了获得滚压余量,应根据工件本身情况(主要是材质、硬度、滚压前表面的粗糙度)有所选择,故批量加工前应试加工2-3件,求出量滚压值(详情参考表四);
2、选择清洁的低粘度冷却润滑油(供参考)
|
材料 |
润滑油 |
比例 |
|
钢件 |
机油加柴油 |
3:7 |
|
铝件 |
机油加煤油 |
3:7 |
|
铜件 |
32#变压器油 |
|
|
铸件 |
机油加柴油 |
3:7 |
3、工件必须有足够的壁厚,若壁太薄,应在减少壁厚之前滚压。或有一个型架来支撑内壁或周边。
4、滚压部位不宜有较深的刀痕,刀纹应均匀、松弛。
以上内容为外圆挤光刀 外圆挤压工具 单轮滚压刀,本产品由无锡浩普科技有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报





