石家庄郑州东区-科慧科技公司

1)可以适用的焊接或切割方法 这对弧焊机器人尤为重要。这实质上反映了机器人控制和驱动系统*干扰的能力。现在一般弧焊机器人只采用熔化****气体保护焊方法,因为这些焊接方法不需采用高频引弧起焊,机器人控制和驱动系统没有特殊的*干扰措施,能采用钨****ya弧焊的弧焊机器人是近几年的新产品,它有一套特殊的*干扰措施。这一点在选用机器人时要加以注意。
2)摆动功能 这对弧焊机器人甚为重要,它关系到弧焊机器人的工艺性能。现在弧焊机器人的摆动功能差别很大,有的机器人只有固定的几种摆动方式,有的机器人只能在 x-y 平面内任意设定摆动方式和参数,好的选择是能在空间 (x-y ,z) 范围内任意设定摆动方式和参数。
3)焊接户点示教功能 这是一种在焊接示教时十分有用的功能,即在焊接示教时,先示教焊缝上某一点的位置,然后调整其焊枪或焊钳姿态,在调整姿态时,原示教点的位置完全不变。实际是机器人能自动补偿由于调整姿态所引起的户点位置的变化,确保户点坐标,以方便示教操作者。
4)焊接工艺故障自检和自处理功能 这是指常见的焊接工艺故障,如弧焊的粘丝、断丝、点焊的粘电****等,这些故障发生后,如不及时采取措施,则会发生损坏机器人或报废工件等大事故。因此,机器人必须具有检出这类故障并实时自动停车报警的功能。
5)引弧和收弧功能 为确保焊接质量,需要改变参数。在机器人焊接中,在示教时应能设定和修改,这是弧焊机器人必不可少的功能

焊接过程静悄悄打造“无人焊接厂”
2015年9月,董春林调到广州工作,得到了广东省科学院人才计划支持。他利用自己在搅拌摩擦焊领域的科研基础和技术积淀,带领团队针对现有的搅拌摩擦焊技术及装备深入研发,*在该领域引入智能控制技术,开发“智能机器人搅拌摩擦焊装备”,为打造环保型“无人焊接工厂”提供一体化解决方案。
记者在广东省技术焊接研究所的实验厂房里看到,一个巨大的、高达3米的机器人正在对铝合金材料进行焊接,短短几分钟便完成“工作任务”,焊接过程安静、无飞溅、无辐射,与大家想象中火花四射、气味呛人的焊接工厂场景有天渊之别。
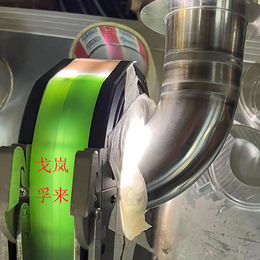
董春林介绍,搅拌摩擦焊是一种绿色环保的固相焊接技术。之所以称为“绿色”,是因为焊接过程无尘、*、无噪音;称为“固相”,是因为其在焊接过程中不需要将材料熔化,通过搅拌工具的高速旋转,使连接部位的材料温度升高发生塑化,从而获得致密的焊缝*。
此外,董春林还带领科研团队开展了多项技术*研发,如搅拌工具结构的优化设计及*型工艺技术(双轴肩、静轴肩、无针搅拌焊等)。董春林告诉记者,开发一个新型搅拌工具,至少要经过2个月工艺试验,实验达到上千次。
尽管搅拌摩擦焊技术经历了20多年的发展,但搅拌摩擦焊装备技术发展缓慢,通常采用专机设备,实际焊接过程多靠人工手动控制。董春林在国内较早地提出了将工业机器人及人工智能技术应用于搅拌摩擦焊,并带领团队开发了多台套机器人搅拌摩擦焊装备,目前已经与国内新能源汽车、航天、造船、3C电子等生产企业合作,联合开展技术应用研究和成果转化。

焊接的总工时占船体建造的30~40%。
凭借*质量的优势,焊接机器人一直以来都是国内外各大船企争相探索、应用的宠儿。国外船厂应用焊接机器人的案例很多。比如:德国Meyer Werft船厂的激光焊接机器人系统、 芬兰Masa船厂的机器人焊接系统、美国阿克费城造船应用机器人进行双壳分段的自动焊接……
日本船舶工业的焊接机器人研发亦是可圈可点。从上世纪80年代中后期至今,日本船舶工业的焊接机器人从有效化走向了智能化、机器人化。各大船厂都先后在船体建造和管子加工中应用弧焊机器人,并应用自动高速旋转电弧焊和多丝焊接技术,石家庄自动焊接设备焊接机器人,以****焊接精度和焊接速度。
韩国船舶工业近年来也在积****探索焊接机器人的应用。2013年下半年,现代重工开始使用微型焊接机器人,可在狭窄及人为无法操作的地方进行作业。2016年,现代重工安装了“智能焊接系统”来监控焊接工艺参数和机器错误信息等,智能焊接系统记录了并存储的数据不仅能够快速存取,还能用于未来****焊接质量。
石家庄郑州东区-科慧科技公司由郑州科慧科技股份有限公司提供。行路致远,砥砺前行。郑州科慧科技股份有限公司(www.zzkehui.cn)致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为工业自动控制系统及装备较具影响力的企业,与您一起飞跃,共同成功!