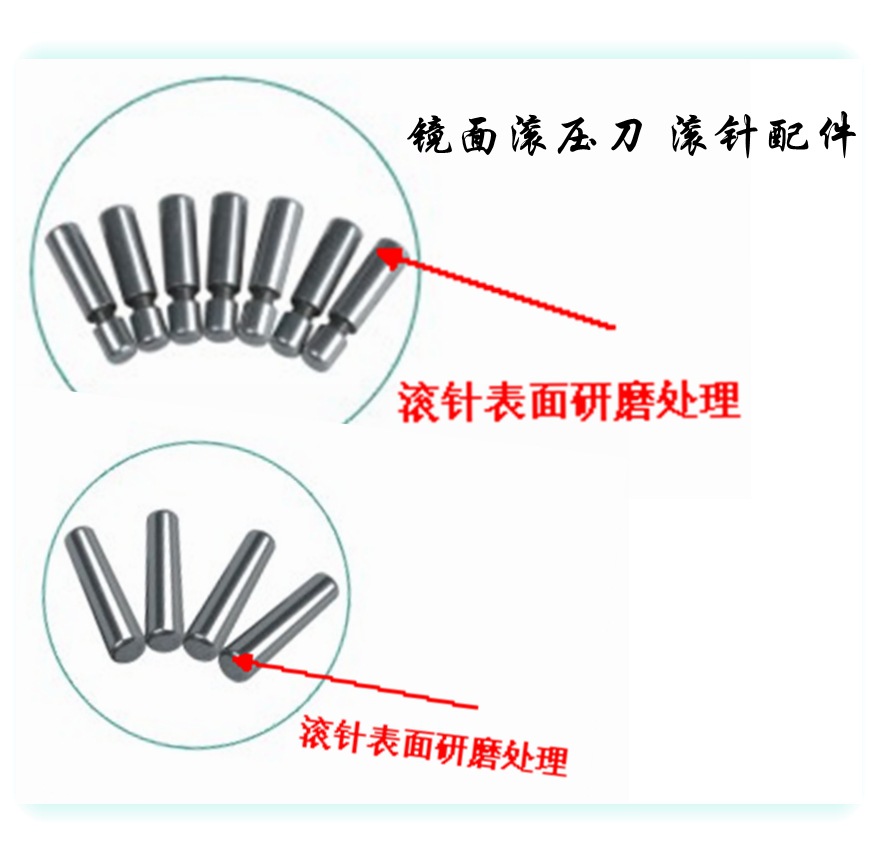
内孔滚压刀 可提升孔内光洁度
内孔滚压刀 可提升孔内光洁度
内孔盲孔滚压刀 内圆滚压工具 挤压刀 内径滚光工具滚压刀滚压头





滚压刀也称滚压头.滚挤刀.挤压刀等
滚压刀能在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的.无论用何种金属加工刀具加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象。滚压刀是利用机械挤压的原理,获得光洁如镜的金属表面的一种机械无切削的塑性加工方法。
滚压头分为普通车床*的滚压头和深孔钻镗床*深孔滚压头,以上是普通车床*的滚压头,这是深孔钻镗床*的滚压头.
盲孔滚压刀 镜面滚压刀具盲孔滚压刀
滚压刀柄部形式:有直柄、莫氏锥柄(如图)、螺纹柄、BT柄、十字柄等,
柄部的不同只是为了适应加工的机床使用,如:钻床、铣床、车床、镗床、加工中心、攻钻专机等。
而滚压刀的内部结构没有其它变化,为适应加工工件的不同,有不同的尺寸要求,滚压刀基本是根据工件的需要定制,要扩大滚压刀具的加工范围,就必须考虑工件的尺寸范围,并确定滚压刀的加工与调节范围,以扩大使用范围,从而降低刀具的采购成本。
内盲孔滚压刀 内圆滚压工具 挤压刀 内径滚光工具 实物图:


滚压头加工参数
|
工件直径(mm) |
4-15 |
16-25 |
26-45 |
46-75 |
76-100 |
101-140 |
141-200 |
|
预留滚压量(mm) |
0.005-0.020 |
0.01-0.025 |
0.015-0.03 |
0.02-0.04 |
0.025-0.05 |
0.04-0.08 |
0.05-0.13 |
|
转速r/min |
1200-800 |
1000-700 |
800-600 |
600-400 |
500-300 |
400-250 |
250-100 |
|
进给速度mm/rev |
0.1-0.4 |
0.2-0.5 |
0.3-0.8 |
0.4-1.0 |
0.5-1.2 |
0.8-1. |
1.2-1.5 |
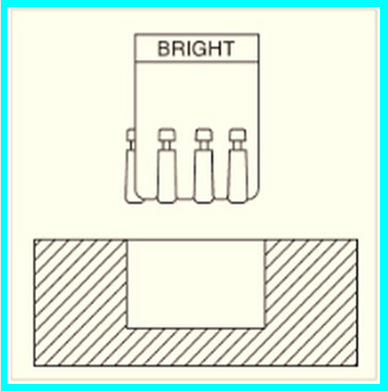
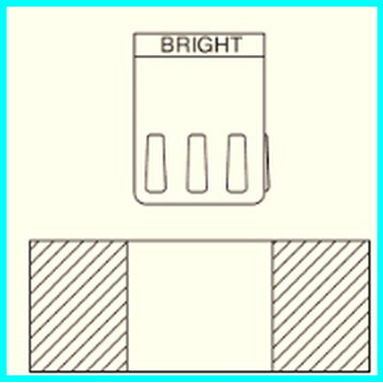
滚压加工原理:
滚压加工是将高硬度且光滑的滚柱与金属表面滚压接触,使其表面层发生局部微量的塑性变形后得到提升表面粗糙度的塑性加工法的一种。
短时间内提升表面粗糙度的同时表面被加工硬化,并且由于产生压缩残留应力可得到具有耐久性的表面。