* 废乙醇回收设备价格
* 废乙醇回收设备价格
产品简介:
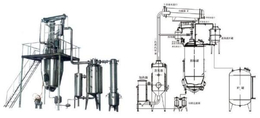
废乙醇回收设备由塔釜、塔身、冷凝器、冷却器、缓冲罐、高位贮罐六个部分组成,适用于制药、食品、轻工、化工、等行业的稀酒精回收,本设备与物料接触部分均采用OCr18Ni9不锈钢制造,具有良好的耐腐蚀性能,并且有节能、环保、降低生产成本、提****率的优点。本装置可将30度~50度的稀酒精蒸馏到93度~95度,残液排放含醇度低符合环保要求。本装置采用****不锈钢波纹填料。接触物料部分全部采不锈钢制作符合G M P标准。
* 废乙醇回收设备价格
结构特点:
1. *废乙醇回收设备包括加热釜、蒸馏塔节、冷凝器、冷却器、平衡罐、回流转子流量计及物料管、视蛊等组成部分。
2. 采用新型不锈钢冲压波纹填料,比表面积大,气液接触充分,气体阻力小。既降低塔高,又****了成品酒精的浓度。
3. 废乙醇回收设备采用全冷凝自流回流方式,操作简单方便,可配PLC自动控制。节能显著。
4. 废乙醇回收设备均采用不锈钢制造,内外表面精密抛光处理,符合GMP标准。
5. 操作时要注意,加热釜内液面要稳定,但不可过低,勿使加热管露出液面。即要维持进料量和上升蒸汽量的平衡, 产量*时,要及时加大进料量与蒸汽用量,以稳定加热釜液面。
6. 注意废乙醇回收设备内压力和塔顶温度,塔是常压设备。塔压不可过高,塔压高可能造成回流的转子流量计反冲倒流,此时要暂时关闭回流阀门,减少进蒸汽量降低塔内温度,恢复正常的回流量,但塔顶温度不可低于78℃。
废乙醇回收设备安全注意事项:
废乙醇回收设备系无压容器,如蒸馏釜内压力大于0.03MPA时,需立即关闭蒸汽阀,找出原因,才可继续工作。
蒸馏釜内水温在101-102摄氏度时,需打开蒸馏釜底的溢流阀,放出废液。
交接班时要注意各阀门开关,仪表指示是否正常,严防缺水。
严格控制调节蒸汽压力和进料量,使蒸馏釜内保持101-102摄氏度。