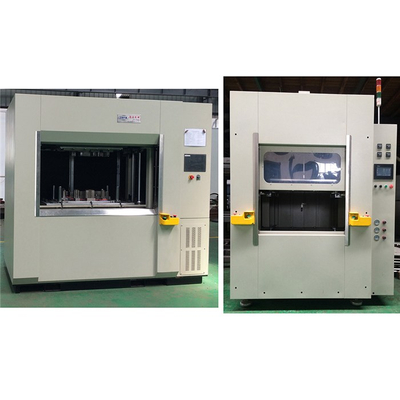
塑焊机治具|台州锦亚|塑焊机治具的厂家
面议
中国
来电请说明在第一枪看到,谢谢!
4、塑料件材料对超声波焊接的影响 超声波在塑料件中传播,塑料件或多或少对超声波能量有吸收和衰减,从而对超声加工效果产生一定的影响,塑焊机治具,塑料一般有非晶体材料之分,按硬度有硬胶和软胶之分,还有模数的区分,通俗地来说,硬度高,低熔点的塑料超声加工性能优于硬度低、高熔点的塑料。因此,塑焊机治具的供应商,这就牵涉到超声波加工距离的远近问题,详见第7节远、近距离焊接。


激光焊接是利用高能量密度的激光束作为热源的一种焊接方法,即激光辐射加热工件表面,塑焊机治具,表面热量通过热传导向内部扩散,使工件熔化,形成特定的熔池。激光束通过上层透光材料,然后被下层材料吸收,激光能量被吸收后转换为热能,由于两层材料被压在一起。热能从吸收层传导到透光层上,使得两层材料熔化并结合。
锦亚机械的机械制造经验挺丰富的,公司获得过“中国质量诚信AA*品牌企业”的荣誉称号,质量方面还是*的。是一家从研发、设计、制造到销售为一体的技术服务实体公司。售后服务有保障,是个不错的选择。
C:气动部分:包括调速器、气压调节旋钮。调速器用于调节气缸的上、下速度。气压调节旋钮调节工作气压。 D:熔接时间(WELD TIME):用于调节超声波发射的时间,一般的塑料件熔接时间为 0.6S以下,塑焊机治具的厂家,通常超过1.5S熔接时间均可视作失败熔接(可视作振幅不够,或设计不合理)。 E:保压时间(HOLD TIME):保压时间相当于加工塑料件之后的固化时间,通常如果塑料件的固*设置得好,此时间可不用考虑,如果塑料件内部有弹簧等部件,该时间应相应调长。 F:触发调节:触发调节有两种方式,一种是延迟触发。

塑焊机治具|台州锦亚|塑焊机治具的厂家由台州市锦亚机械制造有限公司提供。“振动摩擦焊接机,热铆焊接机,热板焊接机,自动化设备,治具”就选台州市锦亚机械制造有限公司(www.tzjinya*),公司位于:台州市黄岩区院桥镇横林村加油站右侧,多年来,台州锦亚坚持为客户提供好的服务,联系人:杨阳(推销勿扰)。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。台州锦亚期待成为您的长期合作伙伴!同时本公司(www.tzjinya*)还是****从事塑焊机,振动摩擦焊接治具,振动摩擦焊接机的厂家,欢迎来电咨询。
以上内容为塑焊机治具|台州锦亚|塑焊机治具的厂家,本产品由台州市锦亚机械制造有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报




