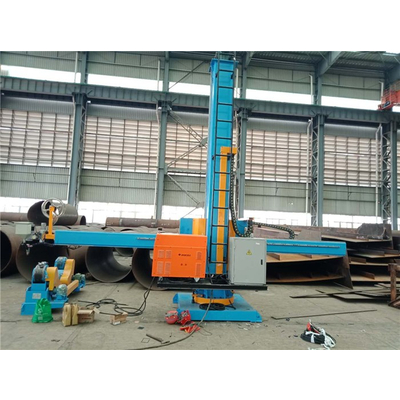
三虹重工|焊接操作机|焊接操作机设备
自调式滚轮架安全操作规程:
1、自调式滚轮架应安装在坚固,通风,防雨,防潮,防尘,且远离剧烈震动,颠簸的场所, 严禁易腐蚀性的液体喷洒在设备上。
2、严禁易腐蚀性的液体喷洒在设备上。当遇到主、从动滚轮架同时安装时,必须确保主,从动架水平等高,中心线位于同一直线上,采用测量主、从动架对角线方式进行调整。
3 、放置工件要求:工件直径及重量,应严格按照设计规定执行,否则易发生安全事故,根据设备的长度,适当调整主副轮距离。
4、橡胶轮只适合在常温状态下工作,焊接操作机价格,特殊情况下工件与橡胶轮接触处温度不允许高于75度,否则就有橡胶轮损坏的可能。.
5、使用时,滚轮应整体接触工件,严禁焊缝或尖锐部位接触.同时,吊放工件时,严禁撞击滚轮,以防滚轮或其他部件损坏,在设备未固定的情况下,大力撞击很可能导致整机颠覆。







埋弧焊的应用
埋弧焊是焊接生产中应用较普遍的工艺方法。由于焊接熔深大、生产*、机械化程度高,因而适用于中厚板长焊缝的焊接。在造船、锅炉与压力容器、化工、桥梁、起重机械、铁路车辆、工程机械、冶金机械以及海洋结构、*设备等制造中有广泛的应用。
随着焊接冶金技术和焊接材料生产技术的发展,埋弧焊所能焊接的材料已从碳素结构钢发展到低合金结构钢、不锈钢、耐热钢以及一些有色金属材料,如镍基合金、铜合金的焊接等。埋弧焊除了主要用于金属结构件的连接外,还可以用来进行金属表面*或耐腐蚀合金层的堆焊。

焊接操作机焊接工装夹具的特点
焊接工装夹具的特点,是由装配焊接工艺和焊接结构的形式决定的,焊接操作机厂家,有如下特点:
(1)、由于焊件一般由多个简单零件组焊而成,而这些零件的装配和*焊,焊接操作机设备,在焊接工装夹具上是按顺序进行的,因此,它们的*和夹紧是一个个单独进行的。
(2)、在焊接过程中,焊接操作机,零件会因焊接加热而伸长或因冷却而缩短,为了减少或消除焊接变形,要求工装夹具能对某些零件给予反变形或者作刚性的夹固;为了减少焊接应力,又要允许某些零件在某一方向可自由伸缩。因此,焊接工装夹具不是对所有的零件都作刚性夹固。
(3)、对焊接工装夹具而言,装焊完的结构尺寸*,重量增加,形状变得复杂,增加了从工装夹具上卸下的难度。
(4)、对于熔焊的夹具,工作时主要承受焊件的重力、焊接应力和夹紧力。有的还要承受装配时的锤击力;用于压焊的夹具还要承受顶锻力。
(5)、焊接工装夹具往往是焊接电源二次回路的一个组成部分,因此绝缘和导电是设计中必须注意的一个问题。例如,在设计电阻焊用的夹具时,如果绝缘处理不当,将引起分流,使接头强度降低。
(6)、装配夹具和装焊夹具上的夹紧点、*点比机床夹具上的多达几倍甚至十几倍,因此,设计难度较大,特别是*点、夹紧点的数量、选位和两者的对应关系,都会影响夹具的功能和质量。
(7)、焊接工装夹具主要用来保证焊接结构各连接件的相对位置精度和整体结构的形状精度。
焊接操作机焊接工装夹具的设计

三虹重工(图)|焊接操作机厂家|焊接操作机由武汉三虹重工科技有限公司提供。武汉三虹重工科技有限公司(www.weld365.cn)是****从事“数控设备,自动焊接切割设备,工装夹具,工业机器人”的企业,公司秉承“诚信经营,用心服务”的理念,为您提供****的产品和服务。欢迎来电咨询!联系人:陈先生。同时本公司(www.bxghfh*)还是****从事12mm不休钢环缝焊接,压力容器不锈钢焊接,不锈钢环缝焊的厂家,欢迎来电咨询。






