钢筋套管生产厂家|陕西钢筋套管|龙超机械钢筋连接套筒
面议
中国
来电请说明在第一枪看到,谢谢!
钢筋套管钢筋套管生产厂家





钢筋套管生产厂家钢筋套管
钢筋套管生产厂家|陕西钢筋套管|龙超机械钢筋连接套筒由咸阳龙超机械制造有限公司提供。钢筋套管生产厂家|陕西钢筋套管|龙超机械钢筋连接套筒是咸阳龙超机械制造有限公司(www.longchaojixie.cn)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:余斌。
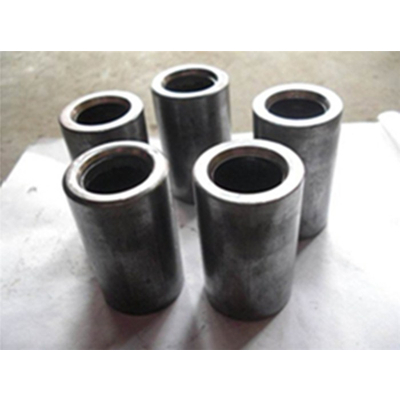
钢筋套管筒直螺纹加工(端处理)工艺说明:加工后的钢筋应拉直,钢筋套管生产厂家,然后切断,钢筋套管生产厂家,切口的末端垂直于钢筋轴,没有马蹄形或偏斜。使用钢切割机时,必须根据钢筋的大小,钢筋套管生产厂家选用*的半圆弧刀片或砂轮切割机。注:在钢筋螺纹套筒丝头加工过程中每种类型的外观质量线螺丝,钢筋套管生产厂家,钢筋螺纹套筒的螺纹尺寸(环)、螺纹长度、螺纹数检验,做好检验记录,钢筋套管生产厂家合格线螺钉应标明由塑料保护帽或螺纹连接的检测保护,****装卸时损坏根据规范,并堆放整齐。钢筋螺纹套筒外露螺钉安装完成不得大于2P。



钢筋套管生产厂家钢筋套管
钢筋套管检查项目,根据指接头的拧紧扭矩值,使用扭矩扳手检查接头的施工质量。抽样检验的数量是:梁和柱构件的数量是关节的15%,每个构件的关节数不能少于一个关节。基座、壁和板构件每100个长度接头用作验收批次,小于100个也作为验收批次,每个批次检查3个接头。接头应完全合格。如果其中一个接头失效,检查批应逐个检查和紧固。


钢筋套管的基本要求:1.连接套筒应按照产品设计图纸的要求制造。应检查钢筋螺纹套筒重要尺寸(外径、长度)和螺纹类型,并检查其精度。2.钢筋螺纹套筒的内螺纹公差误差应符合GB/t197 6h级精度要求。3.连接套管应标明制造商标志。4.连接套上的保护帽应标记连接钢筋的规格。5.钢筋套管生产厂家在连接套筒之前,套管应该有一个保护端盖,套筒不应与杂物混合。6.钢筋螺纹套筒连接套管在运输、贮存过程中应妥善保护,陕西钢筋套管,钢筋套管生产厂家并根据不同规格堆放整齐,以防钢筋螺纹套筒雨淋,****生锈、污染或损坏。
钢筋套管生产厂家|陕西钢筋套管|龙超机械钢筋连接套筒由咸阳龙超机械制造有限公司提供。钢筋套管生产厂家|陕西钢筋套管|龙超机械钢筋连接套筒是咸阳龙超机械制造有限公司(www.longchaojixie.cn)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:余斌。

以上内容为钢筋套管生产厂家|陕西钢筋套管|龙超机械钢筋连接套筒,本产品由咸阳龙超机械制造有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报