加丝管板焊接、无锡固途焊接设备(推荐商家)
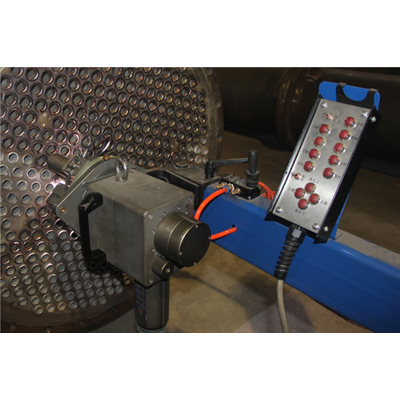
管板自动焊机厂家介绍焊接机头的结构
采用锥度*,在管板面和机头找正竖直的情况下,用锥头去*孔,只要管子管口毛刺除尽,在锥度*时如略有误差,则可以通过点动或机械微调来调整,直至对中为止。零件9时对中芯棒,其作用是*对中芯套,使其不晃动;零件8是导电铜圈,它是电刷的一部分,作用是将电源的电传给钨****;零件6是弹簧扳手,加丝管板焊接,它的作用是调节对中芯棒前后移动,由弹簧自动复位。






焊接小车
焊接小车是实现自动焊接过程的驱动机构,它安装在焊接轨道上,带着焊枪沿管壁作圆周运动,是实现管口自动焊接的重要环节之一。焊接小车应具有外形美观、体积小、重量轻、操作方便等特点。它的核心部分是行走机构、送丝机构和焊枪摆动调节机构。行走机构由电机和齿轮传动机构组成,为使行走电机执行计算机控制单元发出的位置和速度指令,电机应带有测速反馈机构,以保证电机在管道环缝的各个位置准确对位,而且具有较好的速度跟踪功能。送丝机构必须确保送丝速度准确稳定,具有较小的转动惯量,动态性能较好,同时应具有足够的驱动转矩。而焊枪摆动调节机构应具有焊枪相对焊缝左右摆动、左右端停留、上下左右姿态可控、焊枪角度可以调节的功能。焊接小车的上述各个部分,均由计算机实现可编程的自动控制,程序启动后,焊接小车各个部分按照程序的逻辑顺序协调动作。在需要时也可由人工干预焊接过程,而此时程序可根据干预量自动调整焊接参数并执行。
管板焊机告诉您焊缝跟踪过程中使用的传感器
接触式传感器一般在焊枪前方采用导杆或导轮和焊缝或工件的一个侧壁接触,通过导杆或导轮把焊缝位置的变化通过光电、滑动变阻器、力觉等方式转换为电信号,以供控制系统跟踪焊缝。其特点为不受电弧干扰,工作可靠,成本低,曾在生产中得到过广泛应用,但跟踪精度不高,目前正在被其他传感方法取代。此外,现在有的工业机器人中利用接触传感方式进行焊缝起点的寻找,例如日本安川公司生产的机器人有些具有这种功能。 
加丝管板焊接、无锡固途焊接设备(推荐商家)由无锡固途焊接设备有限公司提供。加丝管板焊接、无锡固途焊接设备(推荐商家)是无锡固途焊接设备有限公司(www.gutuweld*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:张经理。






