温州无缝弯头、*冲压无缝弯头生产厂家、天元钢管(推荐商家)
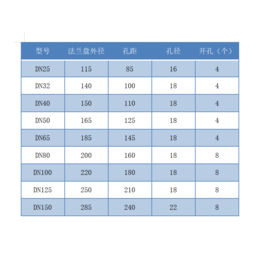
我国现有无缝弯头管件出产企业约240家,无缝弯头管件机组约250套,年产能力约450万吨。从口径看,<φ76的,占36%,*冲压无缝弯头生产厂家,<φ159-650的,占26%。从种类看,普通用处管190多万吨,占55%;石油管77万吨,占6%;液压支柱、精细管15多万吨,占4.5%;不锈钢冲压弯头管件、轴承管、汽车管共五万吨,占1.5%。无缝弯头管件因其制作工艺异样,又分为热轧(揉捏)无缝弯头管件和冷拔(轧)无缝弯头管件两种。冷拔(轧)管又分为圆形管和异形管两种。






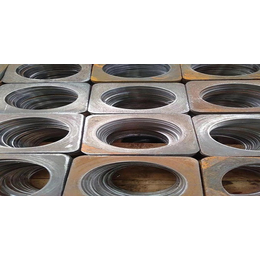
无缝弯头冲压成形弯头是****早应用于批量生产无缝弯头的成形工艺,目前,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。
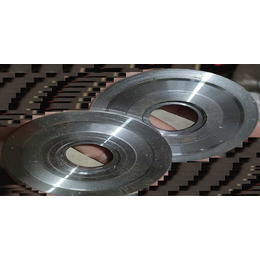
产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,*冲压无缝弯头生产厂家,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,*冲压无缝弯头生产厂家,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。 无缝弯头与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。

无缝弯头具有良好的耐低温性和热冲击性能,也正是因为这个原因,无缝弯头在冬季项目的不脆弱,*裂,并****施工进度的灵活性。由于焊接过程,群体,由于各种原因,如质量、焊接技能,也可以导致电弧模型氢弧焊焊缝未焊透,因此增加检查内容确定焊缝未焊透是非常必要的。
插件主要三通管插入内头太长,导致介质不能自由流动,温州无缝弯头,并使有效横截面积减少,导致操作错误。钢管直径和壁厚精度,不仅是建设和处理的要求,无缝弯头也是一个安全运行和资本需求下降。

温州无缝弯头、*冲压无缝弯头生产厂家、天元钢管(推荐商家)由河北天元钢管制造有限公司提供。温州无缝弯头、*冲压无缝弯头生产厂家、天元钢管(推荐商家)是河北天元钢管制造有限公司(www.hbtysteel*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:程俊花。