****商品、杭州高承载TBI滚珠花键RBLY02525
面议
中国 广东 东莞
来电请说明在第一枪看到,谢谢!
TBI滚珠花键加工可能会有这些问题存在:
(1)键宽尺寸超差:产生原因主要是用单刀铣削时,切削位置调整不准或者刀具端面刃跳动量过大。可以通过准确调整铣刀切削位置,更换垫圈,重新安装铣刀的方式进行****。
(2)TBI滚珠花键对称度超差:由于切削位置计算、调整不准或者分度不准的原因产生。可以通过重新对刀或者正确分度来****。
(3)TBI滚珠花键等分不准:产生原因主要因为工件中心与分度头不同轴、分度头传动间隙过大、分度头摇错。解决方法可以用准确校正工件轴线与分度头同轴;分度手柄转动方向一致,消除间隙;正确分度的方法解决。
(4)TBI滚珠花键与基准轴线不平行:造成这种情况的原因为分度头主轴轴线与纵向进给方向不平行,尾座一端与分度头不同轴,可以通过重新校正夹具来****。






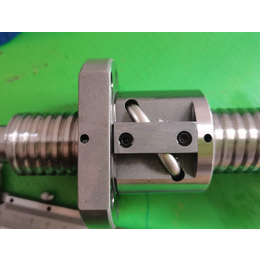
滚珠花键轴和花键套配合组成花键联接。
花键联接由内花键和外花键组成。内、外花键均为多齿零件,在内圆柱表面上的花键为内花键,在外圆柱表面上的花键为外花键。显然,花键联接是平键联接在数目上的发展。
TBI滚珠花键有哪些类型?
TBI滚珠花键按端面可分为:矩形花键和渐开线花键;
按配合可分为:内花键和外花键。
比之平键:花键为多齿工作,承载大,对中性好,导向性好,齿根浅,应力集中小,轴与毂强度削弱小。
渐开线花键能自动定心。


以上内容为****商品、杭州高承载TBI滚珠花键RBLY02525,本产品由东莞创威达传动科技有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报