钢锉刀,半圆,

1、锉刀断面形状的选用
锉刀的断面形状应根据被锉削零件的形状来选择,使两者的形状相适应。锉削内圆弧面时,要选择半圆锉或圆锉(小直径的工件);锉削内角表面时,要选择三角锉;锉削内直角表面时,可以选用扁锉或方锉等。选用扁锉锉削内直角表面时,要注意使锉刀没有齿的窄面(光边)靠近内直角的一个面,以免碰伤该直角表面。
锉刀的应用很早,已发现的****古老的锉刀是公元前1500年左右埃及的青铜制锉刀。
现代的锉刀一般采用碳素钢经轧制、锻造、退火、磨削、剁齿和淬火等工序加工而成。锉刀用的是t12钢,经表面淬火后硬度达62锉刀
表面上有许多细密刀齿、条形,用于锉光工件的手工工具。用于对金属、木料、皮革等表层做微量加工。
~64。
锉刀的品种很多。
锉刀
①按用途分有:普通钳工锉,用于一般的锉削加工;木锉,用于锉削木材、皮革等软质材料;*锉(什锦锉),用于锉削小而精细的金属零件,有许多各种断面形状的锉刀组成一套;刃磨木工锯用锉*用锉刀,如锉修特殊形状的平形和弓形的异形锉(****锉),有直形和弯形两种。。
三角
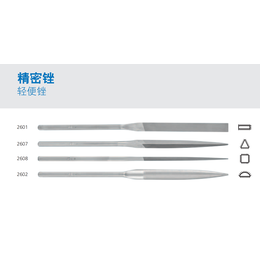
②锉刀按剖面形状分有扁锉(平锉)、方锉、半圆锉、圆锉、三角锉、菱形锉和刀形锉等(见图)。平锉用来锉平面、外圆面和凸弧面;方锉用来锉方孔、长方孔和窄平面;三角锉用来锉内角、三角孔和平面;半圆锉用来锉凹弧面和平面;圆锉用来锉圆孔、半径较小的凹弧面和椭圆面。
方锉
③锉刀按锉纹形式分单纹锉和双纹锉两种。单纹锉的刀齿对轴线倾斜成一个角度,适于加工软质的有色金属;双纹锉刀的主、副锉纹交叉排列,用于加工钢铁和有色金属。它能把宽的锉屑分成许多小段,使锉削比较轻快。
圆锉
④锉刀按每10毫米长度内主锉纹条数分为Ⅰ~Ⅴ号,其中Ⅰ号为粗齿锉,Ⅱ号为中齿锉,Ⅲ号为细齿锉,Ⅳ号和Ⅴ号为油光锉,分别用于粗加工和精加工。金刚石锉刀没有锉纹,只是在锉刀表面电镀一层金刚石粉,
*锉
用以锉削淬硬金属。
1、锉身:锉梢端至锉肩之间所包含的部分为锉身。对于没有锉肩的*锉锉身是指有锉纹的部分。
2、锉柄:锉身以外的部分
3、锉身平行部分:在锉身部分母线相互平行的部分为锉身平行部分。
4、梢部:锉身截面尺寸开始逐渐缩小的始点到梢端之间的部分。(锉身的长度=梢部长度+锉身平行部分)
5、主锉纹:在锉刀工作面上起主要切削作用的锉纹为主锉纹。
锉刀
6、辅锉纹:被主锉纹覆盖着的锉纹为辅锉纹。
7、边锉纹:锉窄边或窄边上的锉纹为边锉纹。
8、主(辅)锉纹斜角λ(ω):主(辅)锉纹与锉身轴线所夹的锐角为主(辅)锉纹斜角λ(ω)
9、边锉纹斜角θ: 边锉纹与锉身轴线所夹的锐角为边锉纹斜角θ。
10、锉纹条数:锉刀轴线方向上每10mm长度内的锉纹的数目为锉纹条数。
11、锉齿底线:在主锉纹法向垂直剖面上,过相邻两齿底的直线为齿底连线。
12、齿高:齿顶到齿底连线的距离为齿高。
13、齿前角:主锉纹过齿尖的法面上,锉齿切削刃面与法面的交线相对于齿底连线的垂直线所夹的锐角为齿前角。
钳工锉刀的规格是指锉身的长度。
异型锉和*锉的规格是指锉刀的全长。
钳工锉以锉身(自锉梢端至锉肩之间的距离)。长度表示,有100~150mm、200-300mm、350—450mm几种规格。
异形锉和*锉的全长即为规格尺寸。锉刀的基本尺寸主要包括宽度、厚度。对圆锉而言,指其直径。
锉纹的主要参数(1)、钳工锉
锉纹号——表示锉齿粗细的参数。按照每10mm轴向长度内主锉纹的条数划分五种,分别为1号、2号、3号、4号、5号。锉纹号越小,锉齿越粗。
(2)、异型锉
锉纹号———共分为十种分别为:00号、0号、1号、2号……8号
1、锉刀断面形状的选用
锉刀的断面形状应根据被锉削零件的形状来选择,使两者的形状相适应。锉削内圆弧面时,要选择半圆锉或圆锉(小直径的工件);锉削内角表面时,要选择三角锉;锉削内直角表面时,可以选用扁锉或方锉等。选用扁锉锉削内直角表面时,要注意使锉刀没有齿的窄面(光边)靠近内直角的一个面,以免碰伤该直角表面。
2、锉刀齿粗细的选择
锉刀齿的粗细要根据加工工件的余量大小、加工精度、材料性质来选择。粗齿锉刀适用于加工大余量、尺寸精度低、形位公差大、表面粗糙度数值大、材料软的工件;反之应选择细齿锉刀。使用时,要根据工件要求的加工余量、尺寸精度和表面粗糙度的大小来选择。
3、锉刀尺寸规格的选用
锉刀尺寸规格应根据被加工工件的尺寸和加工余量来选用。加工尺寸大、余量大时,要选用大尺寸规格的锉刀,反之要选用小尺寸规格的锉刀。
4、锉刀齿纹的选用
锉刀齿纹要根据被锉削工件材料的性质来选用。锉削铝、铜、软钢等软材料工件时,****好选用单齿纹(铣齿)锉刀。单齿纹锉刀前角大,楔角小,容屑槽大,切屑不易堵塞,切削刃锋利。
为了延长锉刀的使用寿命,必须遵守下列规则:
1.不准用新锉刀挫硬金属;
2.不准用锉刀挫淬火材料;
3.有硬皮或粘砂的锻件和铸件,须在砂轮机上将其磨掉后,才可用半锋利的锉刀锉削;
4.新锉刀先使用一面,当该面磨钝后,再用另一面,
5.锉削时,要经常用钢丝刷清除锉齿上的切屑,
6.锉刀不可重叠或者和其他工具堆放在一起;
7.使用锉刀时不宜速度过快,否则容易过早磨损,
8.锉刀要避免沾水、沾油或其他脏物;
9.细锉刀不允许锉软金属;
10.使用什锦锉用力不宜过大,以免折断。