福建管管焊,无锡固途焊接设备(推荐商家)
面议
中国
来电请说明在第一枪看到,谢谢!

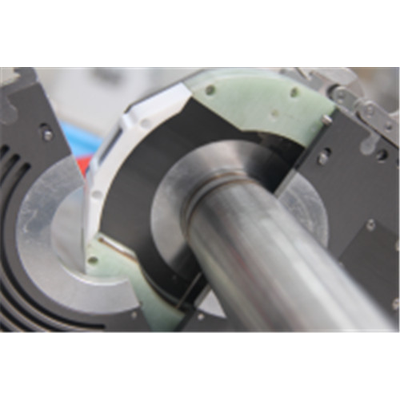
接缝在管子纵向中心线上,称为管子纵向对接。 管子搭接或套接,除某些特殊情况外,多半用在更改结构和修理管子采用的对接形式。 管子焊接有两种焊接方式,即转动焊接法和固定焊接法。 管子转动焊接法,相当于平焊的情况,操作简单,生产*,在管子预制时大量采用。除此之外,还可以采用滚动支承架和转动支架来转动管子,以便焊接。 管子固定焊接法,又分水平位置固定、垂直位置固定和倾斜位置固定三种焊接法。管子固*置焊接时,焊条位置变化很大,操作比较困难。焊接位置相当于从仰焊位置到立焊位置又过渡到平焊位置。






选择焊剂时主要考虑焊剂的类型、焊剂与焊丝的匹配特性、焊剂的冶金性能和工艺性能。此外焊剂的粒度、含水量、机械夹杂物、硫磷含量也应予以考虑。从****焊缝金属韧性的角度考虑,可选择高碱度焊剂。但应注意,当碱度超过某一临界值时,再****碱度则会导致焊缝韧性下降,这主要是因为对于管线钢焊接时,要求较高的焊接速度,特别是在厚板不开坡口、不留间隙的条件下,工艺性能恶化,焊缝表面出现气孔、麻点,焊缝中氧化物夹杂物明显增多,管管焊,导致韧性下降。因此,合理选择焊剂,对****焊缝韧性有重要意义。

近年来,随着长输管线向着高强度、大口径、厚壁化方向发展,传统的手工焊焊接方法已逐渐地被半自动焊和自动焊焊接方法所取代,其中以半自动焊应用发展****为迅速,与之而来的是药芯焊丝得以迅猛发展。
药芯焊丝之所以能得到如此的重视和发展,与它自身的许多特点是分不开的,表现在:熔敷速度快,焊接生产率高;与实芯焊丝相比,药芯焊丝电弧软、飞溅小,焊接工艺性能好;熔深大,成型美观;综合成本低。
福建管管焊,无锡固途焊接设备(推荐商家)由无锡固途焊接设备有限公司提供。福建管管焊,无锡固途焊接设备(推荐商家)是无锡固途焊接设备有限公司(www.gutuweld*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:张经理。

以上内容为福建管管焊,无锡固途焊接设备(推荐商家),本产品由无锡固途焊接设备有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报





