武汉吹膜机、锦灏机械、吹膜机制袋
面议
中国
来电请说明在第一枪看到,谢谢!
使用方法
吹膜机⒈检查温度自控完好,加热电器完好,注意及时调节各点加热温度在指标范围之内。⒉检查牵引速度,控制薄膜厚度。⒊观察调整薄膜厚度的均匀,折径符合标准。⒋检查空气贮气缸压力,不能过高,但应有备用压力。⒌检查控制原料配比并混合均匀。⒍检查原料有无杂质,特别应及时用磁铁检查铁器混入。⒎检查减速箱位和空压机气缸润滑油润滑情况。⒏定期检查各运转电机温升和机械传动情况。⒏定期检查各运转电机温升和机械传动情况。










熔融段温度要求:
熔融段开始时,温度达到粘流温度才能熔融,对于结晶型树脂,粘流温度等于熔点温度。然后不断压缩和增加熔层,就需要温度不断****,才能使树脂分子链长短不等,不同热运动能量的高分子先后都熔融,吹膜机制袋,因而到熔融段末端的温度确立后,可以定为在该段上其他部位是线形升温的。
均化段温度要求:
在均化段,主要是再熔融均化和定量定压恒温输出熔体,武汉吹膜机,该段温度可以保持恒定,或熔融段末端温度略有一点升高(2-5度左右)。
对于吹膜薄膜,要求通过摸头段的温度低一些,但是又不能低于粘流温度,便于提膜和正常吹膜。熔体从模口出来时要有一定黏度,不至于*膜,塌膜等现象发生。一般情况,它比均化段末端低10-30度左右,从均化段到摸口温度也可视为等差温降。
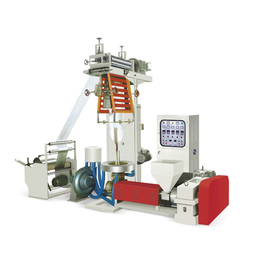
将干燥的聚乙烯粒子加入下料斗中,靠粒子本身的重量从料斗进入螺杆,当粒料与螺纹斜棱接触后,旋转的斜棱面对塑料产生与斜棱面相垂直的推力,将塑料粒子向前推移,推移过程中,快递袋吹膜机,由于塑料与螺杆、塑料与机筒之间的摩擦以及粒子间的碰撞磨擦,同时还由于料筒外部加热而逐步溶化。熔融的塑料经机头过滤去杂质从模头模口出来,经风环冷却、吹胀经人字板,牵引辊,卷取将成品薄膜卷成筒。吹膜机变频器主要结构。
武汉吹膜机、锦灏机械、吹膜机制袋由武汉锦灏机械制造有限公司提供。武汉锦灏机械制造有限公司(www.whjhjxzz*)实力雄厚,信誉可靠,在湖北 武汉 的其它等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将*锦灏机械和您携手步入*,共创美好未来!
以上内容为武汉吹膜机、锦灏机械、吹膜机制袋,本产品由武汉锦灏机械制造有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报