逸凯矿冶设备制造,****生产水冷却硫化机,湖南水冷却硫化机
皮带硫化机厂家介绍性能特点
自动开模平板硫化机集各种橡胶硫化工艺所需的预压、自动放气、保压硫化、自动出模、自模、自动掀模自动顶出制品等功能于一体。采用PLC可编程控制器.
1.采用PC或人工控制,性能可靠,自动化程度高。能自动识别错误命令,避免由于错误操作引起的事故。
2.可锁定预先编制的工艺程序,是操作者无法擅自改变,****生产水冷却硫化机,以保证压制品的质量。
3.具有定时开模,自动放气,自动补压等功能。
4.手动、自动、电动三种操作模式可供选择。
5.电加热式压机采用数显(指针式)控温,控制并显示加热板温度。






说一说皮带热硫化过程介绍
(1)在两侧被接皮带带体上划出中心线,依角度尺寸划出切断线。以切断线为基准,划出各加工线,用刀以45°切入盖胶层,深度应保证达到钢丝层。
(2)台阶加工好之后,用刀具对钢丝绳进行剥离,之后用L1202角磨机配合钨钢打磨碟对钢丝进行打磨。
(3)钢丝绳和台阶用清洗剂进行深层次清洗,干净后涂刷热硫化胶浆并充分干燥,并再次涂刷热硫化胶浆。
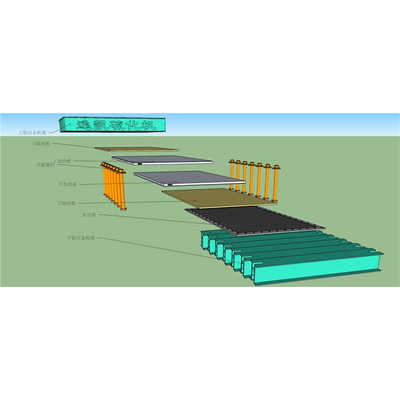
(4)铺设下层硫化机夹紧梁,水压袋,隔热板,加热板。之后,铺下层复未硫化面胶、未硫化芯胶,并根据实际尺寸,确定两侧接头位置并固定。
(5)从中心往两侧布钢丝绳,结束后,再次确认两侧皮带中心线是否一致。铺上层未硫化芯胶、未硫化面胶,上层加热板、隔热板、夹紧梁、输送带两侧上垫铁,并紧固夹紧螺栓。
(6)连接水压管,电源线。准备工作就续后,水压升致规定值后,接通电源进行硫化。
影响热硫化的因素有:
(1)温度:145度--149度
(2)水压:局部硫化控制0.8Mpa,皮带交接控制1.2Mpa
(3)时间:硫化时间为30--45分钟,冷却时间1--2小时
(4)胶料和胶浆:胶料有面胶、芯胶、嵌胶、
硫化过程中要注意3个参数,手压泵压力为1—2.1 MPa,****生产水冷却硫化机,硫化温度为14度--149度,正常硫化时间40--45 min(不包括预热时间)。

平板硫化机液压系统里的元件都有什么用处?
大家是否知道,其实一个完整的液压系统他是有五个元件来组成的,分别是辅助元件、执行元件、控制元件、动力元件还有液压油。下面就分别对着五个元件展开介绍,湖南水冷却硫化机,为了让大家更好的来了解这几个部分,具体将有江益液压机械来为我们做介绍。
辅助元件他有滤油器、密封圈、高压球阀、油箱、压力表、油位油温计等等。这个执行元件他的作用就是把液体的压力进行转变,把他的压力能转变为机械能,然后在驱动负载进行回转或者是往复的运动,好比说像是液压马达和液压缸。控制元件他就是进行控制和调节的,对压力的流量和方向进行调节。
动力元件他的作用就是把原动机的机械能转变为液体的压力能,****生产水冷却硫化机,他会给江益液压机械液压系统提供相应的动力。液压泵的结构和形式都是有叶片泵、齿轮泵和柱塞泵。液压油他是工作的介质,起到一个能量的传递作用,他的类型也有好几种,像是乳化液、矿物油等等。
大家通过这么简单的介绍,是否对平板硫化机液压系统的了解更近了一步呢?这对我们更好的利用液压系统来进行作业是有好处的。不信,那你就试试把。

逸凯矿冶设备制造,****生产水冷却硫化机,湖南水冷却硫化机由无锡逸凯矿冶设备制造有限公司提供。逸凯矿冶设备制造,****生产水冷却硫化机,湖南水冷却硫化机是无锡逸凯矿冶设备制造有限公司(www.wuxieca*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:许经理。同时本公司(www.eca-lhj*)还是****从事无锡硫化机,无锡硫化器,无锡皮带硫化机的厂家,欢迎来电咨询。






