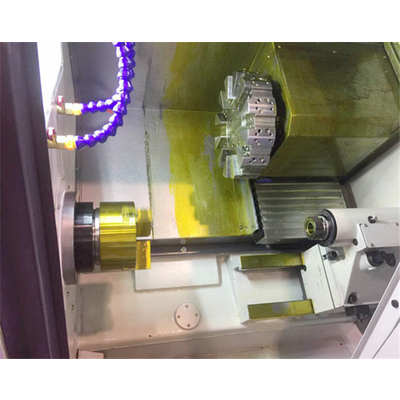
睢宁斜床身刀塔数控车床,无锡福涌机械科技公司

数控车床的3+2*加工是什么
在数控车床中有个3+2*加工,在一个三轴铣削程序执行时,使用五轴车床的两个旋转轴将切削刀具固定在一个倾斜的位置,斜床身刀塔数控车床厂家,3+2加工技术的名字也由此而来,这也叫作*五轴机床,因为第四个轴和第五个轴是用来确定在固*置上刀具的方向,而不是在加工过程中连续不断。
这种车床有本身的优势就是可以使用更短的,刚性更高的切削刀具。刀具可以与表面行成一定的角度,主轴头可以伸得更低,离工件更近。而且刀具移动距离更短,程序代码更少。当然了,这种车床也有一定加工局限性,3+2*加工通常被认为是设置一个对主轴的常量角度。复杂工件可能要求很多个倾斜1视图以覆盖整个工件,但这样会导致刀具路径重叠,从而增加加工时间。






数控车床在装夹时需要注意什么
数控车床为一次装夹,连续自动加工完成所有车削工序,不过为了设备的正常使用,在装夹时需要注意注意几个点:
1.合理选择刀具:粗车时,要选强度高、*度好的刀具,以便满足粗车时大背吃刀量、大进给量的要求;精车时,斜床身刀塔数控车床报价,要选精度高、*度好的刀具,以保证加工精度的要求。
2.合理选择夹具:尽量选用通用夹具装夹工件,避免采用*夹具;零件*基准重合,睢宁斜床身刀塔数控车床,以减少*误差。
此外,还应该确定数控车床加工路线加工路线是指数控车床加工过程中,刀具相对零件的运动轨迹和方向有两点要求:
1.能保证加工精度和表面粗糙要求;
2.尽量缩短加工路线,减少刀具空行程时间。

数控车床夹紧力大小的估算方法
夹紧力对于数控车床的而言,并非是在任何情况下都会使用到,但一旦使用到就需要大家会计算。一般地,夹紧力的大小对工件安装的可靠性、工件和夹具数控车床的变形、夹紧机构的复杂程度等有很大关系。夹紧力大小的计算是一个很复杂的问题,一般只能作粗略的估算。
为简化起见,在低速加工确定夹紧力大小时,斜床身刀塔数控车床价格,可只考虑切削力(矩)对夹紧的影响,并假设数控车床工艺系统是刚性的,切削过程是平稳的,根据加工过程中对夹紧****不利的瞬时状态,按静力平衡原理求出夹紧力的大小,再乘以安全系数作为实际所需的夹紧力,即:
Fj=kF;
式中Fj—实际所需夹紧力;
F—定条件下,按静力平衡计算出的夹紧力;
k—安全系数,考虑切削力的变化和工艺系统变形等因素。
加工过程中,工件受到切削力、离心力、惯性力和工件自身重力等的作用。一般情况下数控车床加工中小工件时,切削力(矩)起决定性作用。加工重型、大型工件时,必须考虑工件重力的作用。工件高速运动条件下加工时,则不能忽略离心力或惯性力对夹紧作用的影响。此外,切削力本身是一个动态载荷,在加工过程中也是变化的。夹紧力的大小还与工艺系统刚度、夹紧机构的传动效率等因素有关。
睢宁斜床身刀塔数控车床,无锡福涌机械科技公司由无锡福涌机械科技有限公司提供。睢宁斜床身刀塔数控车床,无锡福涌机械科技公司是无锡福涌机械科技有限公司(www.wuxifuyongcnc*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:张经理。






