K3740.4-24交货短,磨煤机配件





磨煤机磨辊检修注意事项:
1、磨煤机出口门关闭之前应先关闭磨煤机冷、热风关断门,调门、密封风电动门及消防蒸汽电动门****磨煤机内部憋压。
2、磨煤机mi封风门关闭前应先关闭磨煤机冷、热风关断门及调门****磨煤机内部残余煤粉进入磨辊轴承及磨煤机油系统。
3、磨煤机停运前应确保磨煤机内部残余煤粉吹空。
4、如磨煤机内部温度较高,检修人员无法进入内部工作,可开启磨煤机出口闸板,打开磨煤机人孔门利用炉膛负压从人孔门处吸入冷风降温,但应交*检修人员穿好防烫服并有监护人监护,****炉膛冒正压,烫*检修人员。
5、如果磨煤机出口门2个保留开位,应该保持电源气源送上,加强炉膛负压监视,如果锅炉负压波动大,应立即手动关闭磨煤机出口闸板门,并通知磨煤机内部工作人员撤离。

磨辊轴承的失效形式及原因
1. 磨损失效
轴承磨损失效是指表面之间的相对滑动摩擦导致其工作表面金属不断磨损而产生的失效。磨损失效按磨损形式通常可分为磨粒磨损和粘着磨损。磨粒磨损指轴承工作表面之间挤入外来坚硬粒子或硬质*或金属表面的磨屑且接触表面相对滑动而引起的磨损。粘着磨损指由于摩擦表面的显微凸起或*使摩擦面受力不均,在润滑条件严重恶化时,因局部摩擦生热,易造成摩擦面局部变形和摩擦显微焊合现象,K3740.4-25授权代理,严重时表面金属可能局部熔化,接触面上作用力将局部摩擦焊接点从基体上撕裂而*塑性变形。
磨损失效发生时,首先在轴承的表面有持续的磨损,导致轴承零件逐渐损坏,进一步造成轴承尺寸精度丧失及其它相关问题。 它的形成过程及后果是:磨损—形状变化—配合间隙*及工作表面形貌变化—润滑剂污染—润滑功能完全丧失—轴承丧失旋转精度乃至不能正常运转。

2 断裂失效
这种失效主要由两大因素造成:过载和缺陷。当载荷超过强度****限时会发生过载断裂。轴承零件的微裂纹、缩孔、气泡、大块外来杂物、过热*及局部*伤等缺陷在冲击过载或剧烈振动时也会在缺陷处引起断裂。
3 轴承游隙变化失效
这种失效往往是由内、外在因素共同作用造成的,这种失效发生时,首先是配合间隙改变,进而造成轴承精度降低,以致造成“咬死”现象。外在因素主要指过盈量过大、安装不到位、温升引起膨胀量、 瞬时过载等;内在因素主要有残余奥氏体和残余应力处于不稳定状态等。
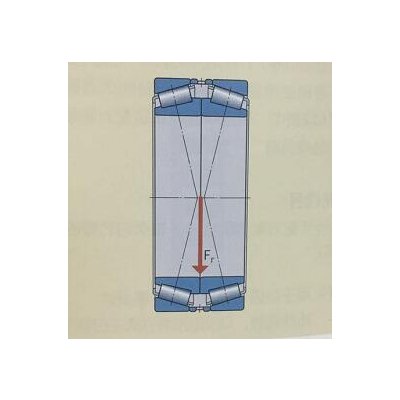
磨辊轴承的润滑及密封如下图所示。

轴承润滑油由磨辊中方管接头处输入。轴承密封空气通过耳轴中心孔输入,密封空气的作用是****磨煤机内的煤粉对磨辊轴承造成污染。
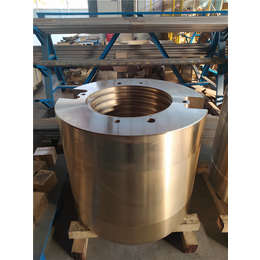
(3)磨碗
磨碗是磨煤机的磨煤部件之一,它有两个作用,其一是磨碗与磨辊一起对煤层进行碾磨。其二是磨碗将磨出的煤粉送离磨碗进入一次风气流中。电动机带动磨碗旋转,在离心力的作用下,磨出的煤粉被抛向磨碗周缘的风环处。
磨碗装在磨碗毂上,磨碗部件由磨碗和衬板等组成,如下图所示。

K3740.4-24交货短,磨煤机配件由无锡科瑞棋传动机械有限公司提供。无锡科瑞棋传动机械有限公司(www.krq-bearings*)坚持“以人为本”的企业理念,拥有一支****的员工队伍,力求提供好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。科瑞棋传动——您可信赖的朋友,公司地址:无锡市新区行创四路89号星洲电子商务园10栋704,联系人:沈海强。