精密压铸车间、朗维科技有限公司、精密压铸车间公司
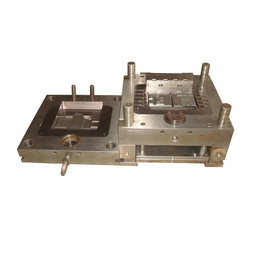
对于压铸模具的稳定性考察
由于压铸模具的工作条件比较恶劣,对模具的稳定性要求较高,模具设计制作上的一些隐性缺陷不经过一个连续的生产过程不足以暴漏出来,因此,要对压铸模进行一个模具质量稳定性的检验,生产批量一般定为:铝、镁合金1500模,锌合金3000模。
质量稳定性方面的问题必须得到有效的解决,才能确认压铸模具的****终合格;稳定性方面容易出的问题有:
1、模具小芯断裂;
2、滑块泡水、卡滞;
3、分型面跑水;
4、模具强度不足造成的顶出变形;
5、压铸件在开模时被拉裂、拉伤;
6、开模时压铸件掉定模;
7、局部粘模(多在浇口冲刷部位);
8、产品件尺寸不稳定、形位公差超标;
压铸模具的主体稳定性得到确认之后,配件也需要进行验收确认
根据模具配件图纸对模具厂附带的模具配件及模具上安装的芯子进行详细的验收,确保图实相符,这对今后的模具维护*、配件制作至关重要;
对于*模具来说,在制作模具之初,就要求模具厂按照原有的模具配件来设计、制作模具,尽z大可能对模具的备件做本企业的标准化处理,保证原有的模具配件还能够使用;
这样,可以大大减少模具配件上的库存和浪费。对于系列化的产品件在制作模具时,也可以要求模具厂按标准备件进行设计制作;
做好模具配件的标准化,非常有利于压铸模具维护成本的降低。

精密压铸车间地址精密压铸车间地址精密压铸车间地址精密压铸车间地址





锌合金压铸件品质的优良只相差一个“差不多”
压铸行业从来不阻挠锌合金压铸厂家的发展,市场也从来不拒绝更****锌合金压铸件产品问世。相信很多锌合金压铸厂发展初期都是一个老板带领十几个人,一两台压铸机干起的,有些压铸企业老板不忘初心,执着****,带领团队精益求精,精密压铸车间厂商,不断学习,培养压铸技术人才,久而久之,这家锌合金压铸厂的老板不断壮大自己的压铸企业,从而走向*。
而有的锌合金压铸老板由于自身原因,本就起步艰难,从而自暴自弃,降低自己的标准,用“差不多”思维要求自己,安慰客户,用低价竞争市场,久而久之,饿死同行,累死自己,将无法在压铸行业内立足,走向灭亡。
其实在国内很多锌合金压铸厂家普遍存在“差不多”思想,作为压铸行业,“差不多”久而久之就会差很多,精密压铸车间公司,压铸本就一体成型,每个环节都环环相扣,只要一步之差,就会毁于一旦。所以在压铸锌合金压铸件的过程中,不论在哪个流程,精密压铸车间,我们都必须严格要求自己,不能用定“差不多”的思想,心存侥幸,精密压铸车间地址,让我们在工作中不严谨,从而造成无法弥补的后果。
精密压铸车间地址精密压铸车间地址精密压铸车间地址精密压铸车间地址
压铸模具寿命长的要诀
1、*模材
2、合理设计模壁厚及其它模具尺寸
3、尽量采用镶件
4、在可能条件下选用尽量大的转角R
5、冷却水道与型面及转角的间距必须足够大
6、粗加工后应去应力回火
7、正确有热处理,淬火冷却须足够快
8、*打磨去除EDM变质层
9、型面不可高度抛光
10、模具型面应经氧化处理
11、如选氮化,渗层不能太深
12、以正确的方法预热模具至推荐的温度
13、开始压铸5~10件应使用慢的锤头速度
14、在得到合格产品的前提下尽量降低铝液温度
15、不使用过高的铝液注射速度
16、确保模具得到适当冷却,冷却水的温度应保持在40~50℃
17、临时停机,应尽量合模并减小冷却水量,避免再开机时模具承受热冲击
18、当模型面在****g温度时应关冷却液
19、不过多的喷脱模剂
20、在一定数量后的压铸后去应力回火
精密压铸车间地址精密压铸车间地址精密压铸车间地址精密压铸车间地址
精密压铸车间、朗维科技有限公司、精密压铸车间公司由无锡朗维科技有限公司提供。精密压铸车间、朗维科技有限公司、精密压铸车间公司是无锡朗维科技有限公司(Lwhtek*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:邵经理。