供应小型波峰焊 PCB插件 选择性波峰焊 焊锡机器人 焊锡机

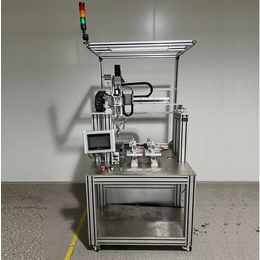
TAK-330SM选择性波峰焊
全部日本进口部件(除钣金外)
● 焊锡品质确保
1、控制每个焊点所需时间及焊锡量****
2、良品率高、焊接稳定 (更适合精细电路板生产)
3、焊接后助焊剂残留物****少
4、比烙铁焊接温度低,并能降低焊接产品的热负荷
● 制造成本降低
1、投入焊锡的量少,大大减少锡渣废料损耗降原来的10%以下
2、锡槽封闭,喷嘴焊接部使用氮气保护避免氧化
3、减少托盘的费用
4、大量的助焊剂节省,和普通波峰焊比可以节约90%的助焊剂用量
● 智能编程
可直接使用扫描数据与GABER两种方式的智能编程系统
● 设备构成
|
NO. |
名称 |
数量/单位 |
备注 |
|
1 |
PCB放置部 |
1套 |
X-Y:5相步进马达 Z:伺服电机 |
|
2 |
N2预热部 |
1套 |
加热管系统 |
|
3 |
焊锡槽 |
1套 |
SUS 316 |
|
4 |
控制部 |
1套 |
PC编程控制系统 |
● 设备参数&生产条件
|
可使用基板 |
尺寸:50W*50L~250W*330L 基板厚度:0.8-3mm PCB元件高度:以基板下面为基准,基板上面100mm以内,基板下面25mm以内,引脚线长:3mm以内 基本弯度:1/2以内 基板重量:含贴片PCB部件5kg |
|
工作方式 |
锡炉固定/基板贴着喷嘴X Y Z移动* |
|
设备重量 |
总重130KG【含焊锡16KG(比重约7.3)】本体:93KG;锡槽:37KG |
|
设备外形尺寸 |
W620(锡槽拉出时890)XL |
● 关于保修
1、保修期1年(8H/d工作)
2、保修期内,以下发生不属保修范围:
因操作员管理过失发生的故障维修
未经我司同意擅自改造发生的故障维修
不可*力因素天灾*等造成的故障维修
● 其它注意事项
1、供给氮气请务必用过滤等除去水分各杂物
2、放置场所强度需≥200KG/㎡以上
● 配件构成表
|
|
品名 |
数量 |
|
标配 |
喷嘴 |
2 |
|
开口扳手 |
1 |
|
|
USB线 |
1 |
|
|
操作说明书 |
1 |
|
|
扳手8mm |
2 |
|
|
操作说明书(中文) |
1 |
|
|
安装CD |
1 |
|
|
选配 |
原点校正高温玻璃 |
1 |
|
焊锡温度测试仪 |
1 |
|
|
电脑 |
1 |