宁波铝挤压型材|铝挤压型材|徐州荣新金属材料(查看)
智能制造标准化工作机制。针对智能制造标准跨行业、跨****、跨领域的特点,加强顶层设计,建立智能制造标准化协调推进工作机制。在智能产品、装备、制造技术等方面,建立产学研用协同*的标准推进联盟,宁波铝挤压型材,制定满足市场需要的标准,加快智能制造科技成果转化。
加快智能制造标准体系建设。研究分析智能制造标准化需求和*领域,系统梳理现有相关标准,构建****、开放、协调、国际接轨的智能制造标准体系。按照共性先立、急用*的原则,*研制智能制造关键术语和定义、智能装备/产品、工业互联网/物联网、智能工厂/数字化车间、工业软件、工业云和大数据等基础通用和关键核心技术标准,规范、*智能制造产业健康有序发展。
徐州荣新金属材料是中国尤其是苏北地区为数不多的以****1系,3系.5系,6系,7系工业铝型材为主的铝型材生产厂家,杭州铝挤压型材,以配套终端客户为主要销售渠道。

阳****氧化铝板氧化膜结构、性质:
阳****氧化膜由两层组成,多孔的厚的外层是在具有介电性质的致密的内层上上成长起来的,后者称为阻挡层(也称活性层)。用电子显微镜观察研究,温州铝挤压型材,膜层的纵横面几乎全都呈现与金属表面垂直的管状孔,它们贯穿膜外层直至氧化膜与金属界面的阻挡层。以各孔隙为主轴周围是致密的氧化铝构成一个蜂窝六棱体,称为晶胞,整个膜层是又无数个这样的晶胞组成。阻挡层是又无水的氧化铝所组成,薄而致密,具有高的硬度和阻止电流通过的作用。阻挡层厚约0.03-0.05μm,为总膜后的0.5%-2.0%。氧化膜多孔的外层主要是又非晶型的氧化铝及小量的水合氧化铝所组成,此外还含有电解液的阳离子。当电解液为*时,膜层中*盐含量在正常情况下为13%-17%。氧化膜的大部分优良特性都是由多孔外层的厚度及孔隙率所觉决定的,它们都与阳****氧化条件密切相关。

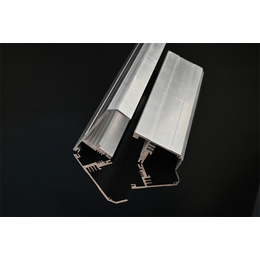
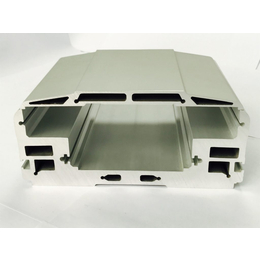
铝型材挤压模具设计的合理与否是延长其使用寿命的重要环节。挤压铝型材一般是形状复杂壁厚不均匀等,铝挤压型材,模具设计既要考虑模孔位置的排列,又要结合具体情况考虑出料、调直、整1形、修模的方便。模具模孔工作带根据型材壁厚、离中心位远近、悬壁长短、分流桥位置等设计不等长的工作带来****金属的流动性。下面就模具设计中存在的一般问题简略分析:
(1) 对于壁厚不等的型材应采用不等长工作带的方法设计,保证金属流动的均匀性。
(2) 适当调整模具加工的过渡圆角的半径,以免出现应力集中现象。
(3) 模孔尺寸的确定应综合考虑型材性质和模具材料的收缩率。对于6063铝合金和常用H13模具钢,设计时模孔的收缩率应取1.01%左右。对不同壁厚及尺寸可以根据压力平衡适当调整收缩率设计。
(4) 根据挤压系数和型材截面的外形等确定模孔数目。模孔数目直接影响到挤压系数的大小,挤压比过大会使挤压力超过正常值而损坏模具,过小则会使挤压制品的机械性能下降,一般挤压系数宜在10-120。
(5) 合理布置模孔位置。在设计时,进料口或模孔应小于铝棒直径5mm以上,模具规格及铝棒直径越大,余量也需适当*。否则导致死区金属参与流动而影响制品表面质量。

宁波铝挤压型材|铝挤压型材|徐州荣新金属材料(查看)由徐州荣新金属材料有限公司提供。行路致远,砥砺前行。徐州荣新金属材料有限公司(www.xzrxjscl*)致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为工业制品较具影响力的企业,与您一起飞跃,共同成功!