多利达重工(在线咨询)|棒磨机|棒磨机制砂
面议
中国
来电请说明在第一枪看到,谢谢!
在当今市场上,一个企业要想不断发展并壮大下去,扩大企业的*度及****信誉度,棒磨机内部结构图,为企业赢得更大的利润,****工作效率是必不可少的。作为选矿设备之一的球磨机,它为我国经济的发展做出了巨大的贡献。然而,如何****球磨机的工作效率,减少生产过程中不必要的损失,棒磨机,是现在不可避免的问题。
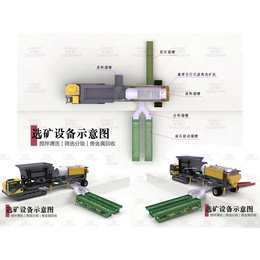
青州多利达重工机械有限公司是一家****生产球磨机制砂的厂家,且多利达重工机械有限公司可以满足不同客户的需求。









球磨机检修标准:
1、两轴承底座上加工面在同一水平面上,中心间距允差1mm,纵向中心线不平行度偏差0.5mm,横行中心线偏差每米0.5mm。
2、瓦座球形接触面应接角均匀;每50Ⅹ50mm2内不少于1——2点;中空轴与瓦接触面应为90°——100°每平方英寸不少于2点,轴颈与轴承两侧间隙近似相同。
3、筒体法兰与前方端盖的配合面应保证良好接触,棒磨机和球磨机的区别,不准加垫片,两中空轴不同轴度允差小于0.8mm。大齿圈与筒体端盖在连接装配校正时,应坚固止推,上好*销,齿圈的径向摆动不大于0.5mm,轴向摆动不大于0.84mm。
4、衬板安装时应先安装端盖,筒体衬板应从人口处开始,按装配要求进行,各螺钉要均匀把紧,棒磨机制砂,不得漏水。橡胶衬板配合不得有缝隙,有缝隙处要用海绵堵死。
5、小齿轮中心线与大齿轮的中心线要平行,其偏差每米不大于0.2mm。齿顶间隙1/4模数,齿侧间隙1.06-----1.8mm,齿面接触面积不小于齿长的50%,齿高的40%。
6、减速机、电机及传动轴的传动联轴器应保持很高的同轴性,中心线不同轴度不大于0.3mm,中心线倾斜度小于1/1000。

棒磨机和球磨机的区别、棒磨机、多利达重工由青州市多利达重工机械有限公司提供。青州市多利达重工机械有限公司(www.duolidazhon*ong*)拥有很好的服务和产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是全网商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!

以上内容为多利达重工(在线咨询)|棒磨机|棒磨机制砂,本产品由青州市多利达重工机械有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报