****二辊压延机,昌盛橡胶,安徽二辊压延机
表征压延机的参数很多,其中主要有辊筒数目及其排列型式、辊筒的直径和长度、辊筒的调速范围、速比和生产能力、压延制品的****1小厚度和厚度公差、辊筒的横压力和驱动功率等。
一、 辊筒长度和长径比
辊筒的长度和直径是指辊筒工作部分的长度和直径。这是表征压延机规格大小的特征参数。
1、辊筒长度
辊筒长度表征了可压延制品的****1大幅度。由于两端需留出挡料板安放的位置,因此,辊筒的有效长度为辊筒长度减去非工作表面长度(约为15 %辊筒长度)。
2、辊筒长径比
辊筒工作部分长度和直径的比值叫长径比。辊筒的长径比(或辊筒直径)主要影响压延制品的厚度尺寸精度(异径辊除外)。它除了与压延材料的性能、辊筒的材质与工作部分长度有关外,主要取决于压延制品的质量要求。
3、辊筒直径与横压力和功率、长径比与刚度的关系
辊筒直径与横压力和功率的关系如图所示。辊筒直径越大,横压力越大,所需驱动功率也越大,几乎成直线关系。
辊筒的长径比主要影响辊筒的刚度,图所示为直径φ610mm的辊筒在不同长径比下的刚性比。由图可见,长径比越大,刚性越差。
4、辊筒长度、直径和长径比的确定
辊筒长度、直径和长径比主要根据制品的生产工艺要求确定,即根据被加工原料的种类、压延制品的厚度范围和宽度范围、辊筒的压延速度(即产量要求)等要求确定。
为了确保压延制品的厚度尺寸精度,根据生产实践经验,辊筒长径比应限制在下列范围内(异径辊除外):
加工软质料(如橡胶),一般长径比为2.5~2.7。****1大不超过3;
加工的硬质料,取长径比为2.0~2.2左右。
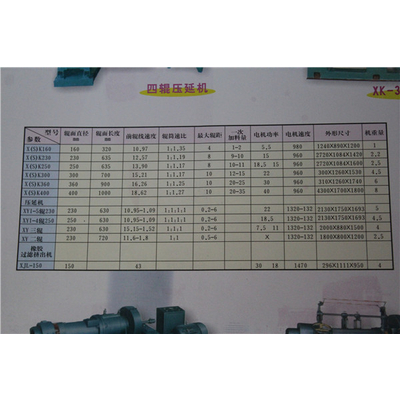
辊筒长度、直径的标准系列:φ360 × 1120;φ450 × 1200; φ550 × 1600;φ610 × 1730;φ710 × 1800

压延机的传动系统,是保证压延机中的辊筒在压延塑化塑料制品成型时能高速平稳运转、正常工作的重要系统。为能适应不同塑料制品用原料的工艺条件要求,压延机设备上的辊筒工作用传动系统应具备下列条件。
①电动机的功率应能保证承受重载荷、高温辊简在工艺要求条件下正常运转。
②辊筒工作面线速度能够调整变化,橡胶二辊压延机,各辊筒的转速能够单独调速;同时,还应保证各辊筒间有一定的转速差。
③辊筒工作转动应平稳,每个辊筒的转速和辊筒间的转速差要保证恒定,工作时传动噪声要尽量小。
④传动系统在保证上述条件下,要尽量结构简单、紧凑,制造比较容易,操作和设备维护都比较方便。
传动系统主要由电动机、联轴器、齿轮减速箱和方向联轴器等主要零部件组成。目前,应用较多的四辊压延机,****二辊压延机,四根辊筒多数采用由直流电动机单独驱动。四根辊简的转速通常都不相同。根据压延制品的工艺条件要求,调节成不同的转速比来完成压延塑料成型制品工作。

挂胶工艺中的主要影响因素
可塑度:可塑度大,胶料流动性好,渗透力强,胶与布附着力好,胶布表面光滑,收缩率小,但硫化胶强度低。以天然橡胶的贴胶可塑度为0.4-0.5、擦胶可塑度为0.5-0.6较为合适。
辊温:辊温高,胶料的热塑性****,安徽二辊压延机,但温度过高时易产生焦烧。
辊速:辊速大,压延速度快,生产能力大,但胶料受力时间短,而收缩率大,胶布表面不光滑。而且由于受力时间短,二辊压延机参数,胶料渗透到布缝中的能力下降,胶与布的附着力下降。辊速慢则效果相反。一般辊速视胶料的可塑度而定,可塑度大,辊速快;可塑度小,辊速慢。
辊距:压延1时,上、中辊起供胶作用,其辊距大小根据挂胶厚度来定。中、下辊起贴合作用,其辊距大小直接影响挂胶质量。如中、下辊辊距过小,则纺织物不易通过或者易被压坏;若辊距过大,则失去辊的压力作用,胶层不能很好地贴在纺织物上,附着力差。
****二辊压延机,昌盛橡胶,安徽二辊压延机由无锡市昌盛橡胶机械厂提供。****二辊压延机,昌盛橡胶,安徽二辊压延机是无锡市昌盛橡胶机械厂(www.wxcsxj*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:徐经理。






