温州法兰_法兰式蝶阀_国通机械(推荐商家)
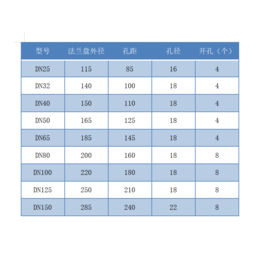
 NB/T47021-2012甲型平焊法兰(代替JB/T4701-2000),NB/T47021-2012甲型平焊法兰标准适用于公称压力为0.25MPa~1.6MPa、工作温度高于-20oC~300oC的钢制压力容器甲型平焊法兰。
NB/T47021-2012甲型平焊法兰(代替JB/T4701-2000),NB/T47021-2012甲型平焊法兰标准适用于公称压力为0.25MPa~1.6MPa、工作温度高于-20oC~300oC的钢制压力容器甲型平焊法兰。
下图为平密封面甲型平焊法兰图:
法兰及相匹配的垫片、螺柱、螺母的材料、允许工作压力、技术条件及其标记按NB/T47020的规定。
山东聊城国通机械*生产法兰
法兰的模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。
1.模锻的基本工序 模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型。
2.常用模锻设备 常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。
通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体*细密,强度高,温州法兰,当然价格也贵一些。
无论是铸造法兰还是锻造法兰都属于法兰常用制造方法,法兰式蝶阀,看需要使用的部件的强度要求,如果要求不高,还可以选用车削制法兰。
三、割制法兰
在中板上直接切割出法兰的留有加工量的内外径及厚度的圆盘,再进行螺栓孔及水线的加工。这样生产出来的法兰就叫做割制法兰,此类法兰直径以中板的幅宽为限。
四、卷制法兰
用中板割条子然后卷制成圆的工艺叫做卷制,多用于一些大型法兰的生产。卷制成功之后进行焊接,然后压平,对焊法兰,再进行水线及螺栓孔的工艺的加工。
我们需要了解离心法兰是怎样生产制作的,离心浇铸制做平焊法兰的工艺方法及产品,其特征是该产品经过下列工艺步骤加工而成:①将所选原材料钢材放入中频电炉熔炼,使钢水温度达到1600-1700℃;
②将金属模具预加热到800-900℃保持恒温;
③起动离心机,将步骤①中钢水注入步骤②中预热后金属模具;
④铸件自然冷却到800-900℃保持1-10分钟;
⑤用水冷却至接近常温,脱模取出铸件。 
板式平焊法兰
平焊法兰适用于公称压力不超过2.5MPa的钢管道连接.平焊法兰的密封面可以制成光滑式,凹凸式和榫槽式三种.光滑式平焊法兰的应用量很大.多用于介质条件比较缓和的情况下,如低压非净化压缩空气、低压循环水。
法兰标准:HG20592-2009(PN系列)﹨HG20615-2009(Calss系列)
带颈平焊法兰带颈平焊法兰
(HG20592-2009(PN系列)﹨HG20615-2009(calss系列)、GB/T9116),颈部高度较低,对法兰的刚度、承载能力有所提高。与对焊法兰相比,焊接工作量大,焊条耗量高,不锈钢法兰盘,经不起高温高压及反复弯曲和温度波动,但现场安装较方便,可省略焊缝拍揉伤的工序,较受欢迎。

温州法兰_法兰式蝶阀_国通机械(推荐商家)由山东聊城国通机械设备有限公司提供。温州法兰_法兰式蝶阀_国通机械(推荐商家)是山东聊城国通机械设备有限公司(www.*gjw*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:秦经理。