催化还原法脱硝价格,三色环保科技,黑龙江催化还原法脱硝
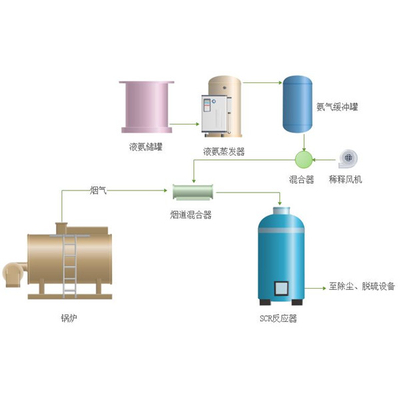
SCR脱硝技术是目前国际上应用****为广泛的烟气脱硝技术,优点是没有副产物、不形成二次污染、装置结构简单、技术成熟、脱硝*、运行可靠、便于维护,缺点是催化剂失活和尾气中残留NH3,在有氧条件下,SO3与过量NH3反应生成具有腐蚀性和黏性的NH4HSO4,可导致尾部烟道设备损坏。SCR催化剂平均寿命约为3a。
SCR催化剂失活机理复杂,不同煤种导致不同的烟气组分和不同的SCR脱硝催化剂配方和成型工艺,引起SCR催化剂失活机理不同。通常,SCR催化剂失活包括碱金属(Na、K)*、铵盐*、催化剂堵塞、机械磨损,飞灰冲刷催化剂表面导致有效成分流失、热烧结导致载体TiO2晶形转变等。

如何控制ABS
控制ABS的形成,主要通过控制运行温度、降低SO2/SO3转化率和氨逃逸率等途径。
1、合理控制喷氨温度
*氢1铵的形成是可逆的,将温度升高到316℃即可使*1氢铵升华。当ABS造成堵塞情况较严重时,可适当****喷氨温度或者进行省煤器水旁路或烟气旁路改造。
2、控制SO2/SO3转化率
在SO2氧化率的控制方面,对于V2O5类商用催化剂,钒的担载量不能太高,通常控制在1%左右可减少SO2氧化。
减少催化剂孔道的壁厚也可降低SO2氧化率。此外,黑龙江催化还原法脱硝,采用****催化剂活性组分(如WO3)含量,亦可*SO2氧化。
当NH3/NOx比例高时会*SO2/SO3转化率。*层催化剂NH3/NOx比例****1大,此时催化剂的SO2/SO3转化率相对较小;第二层(和第三层)NH3/NOx比例较小,SO2/SO3转化率相比*层有所提升。
因此,选择合理的催化剂体积,控制催化剂SO2/SO3转化率的性能对于脱硝系统支管重要。脱硝催化剂既能够****NOx与NH3反应,催化还原法脱硝价格,同时也能够****SO2转化为SO3。一般来说脱硝系统的SO2/SO3转化率要求不高于1%。
增加备用层催化剂,系统的SO2/SO3转化率就会增加,三层催化剂运行系统的SO2/SO3转化率很难保证在1%以内,导致下游空预器易堵塞等。

催化剂堆积
不仅流场分布、烟气特性、飞灰特性能影响催化剂的磨损程度,催化剂在反应器中的堆积情况也能影响其受磨损状态。下层催化剂的磨损程度要比上层催化剂更严重,且下层催化剂比表面积的下降程度和活性惰化速度都要高于上层。
催化剂多层安装时,下层催化剂要比上层催化剂磨损严重,催化还原法脱硝处理,同时上层催化剂的尾部也发生了轻微的磨损。一方面是由于与下层催化剂接触的气体流速要高于上层催化剂所接触的气体流速;另一方面是由于催化剂两层之间可能形成涡流,加速了催化剂的磨损。
SCR催化剂一般分为蜂窝催化剂、平板催化剂、波纹板催化剂,其中蜂窝与平板催化剂在工业中应用较多。相比于V205一WO3/TiO2挤出式蜂窝催化剂,平板催化剂采用金属基体作为催化剂的载体。*磨损性能较于优异。为此,当SCR入口的飞灰浓度小于30g/m3时,可优先考虑蜂窝催化剂;当飞灰浓度大于40g/m3时,应优先考虑平板催化剂;而波纹板催化剂由于自身的结构特性,一般仅适用于飞灰浓度不大于10g/m3的低尘烟气。

催化还原法脱硝价格,三色环保科技,黑龙江催化还原法脱硝由宜兴市三色环保科技有限公司提供。催化还原法脱硝价格,三色环保科技,黑龙江催化还原法脱硝是宜兴市三色环保科技有限公司(www.yxsset*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:何总。






