合肥松正有限公司、合肥h型钢、高频焊h型钢生产厂家
面议
中国
来电请说明在第一枪看到,谢谢!

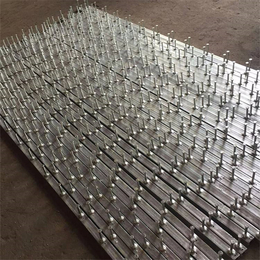
高频焊接H型钢之所以截面性能优越,是工艺上的****性。由于采用高频焊接技术,焊头在腹板与翼缘之间直接供应高频电流进行加热,再通过压焊辊焊接成型,电力集中在焊缝部,由焊接产生的热影响少,所以它是在冷状态下进行焊接加工的。这就避免了翼、腹板厚度不均的问题,高频焊h型钢厂家,所以制成的型钢翼缘内外平整、精度高,外形美观;另外,高频焊接可不经过酸洗清除过程,但仍能保证无杂质夹杂。








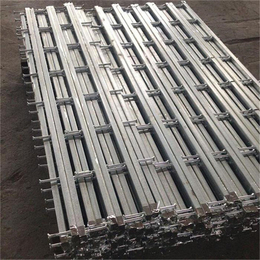
H型钢焊接需要做哪些准备:1、检查H型钢长度方向变形程度,根据变形情况来决定先焊哪一面,通常先焊的焊道,其所引起的变形量是****1大的;2、焊剂选用焊剂HJ431,并且应在250℃温度下烘干2h;焊丝选用H08A,高频焊h型钢生产厂家,φ4mm;3、修补缺陷时,合肥h型钢,补焊可采用气保焊或用酸性焊条(可选用J422);4、用钢丝刷清除焊缝附近至少20mm范围内的铁锈、油污等杂物;5、为保证引弧端及收弧断焊接质量,在工件两断焊接引弧板及引出板,引弧板及引出板要与母材材质、厚度及坡口形式相同,引弧板和引出板的长度应大于或等于150mm,宽度应大于或等于100mm,焊缝引出长度应大于或等于80mm,保证引弧及收弧处质量,****产生弧坑裂纹.
合肥松正有限公司(图)、高频焊h型钢厂家、合肥h型钢由合肥松正商贸有限公司提供。合肥松正有限公司(图)、高频焊h型钢厂家、合肥h型钢是合肥松正商贸有限公司(www.hfsongzheng*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:贾经理。

以上内容为合肥松正有限公司、合肥h型钢、高频焊h型钢生产厂家,本产品由合肥松正商贸有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报