科裕精密(图),mould,连云港模架
面议
中国
来电请说明在第一枪看到,谢谢!
根据工序组合程度分类,可将模具分成单工序模、复合模、级进模、传递模四大类。
1、单工序模:在压力机的一次行程中,只完成一道冲压工序的模具。
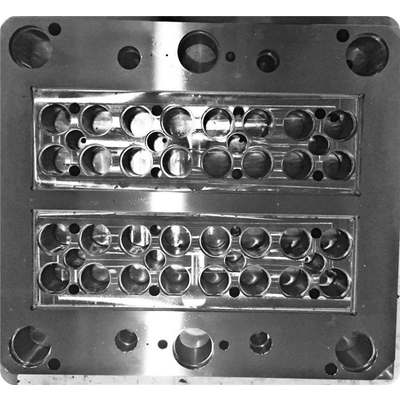
2、复合模:只有一个工位,连云港模架,在压力机的一次行程中,在同一工位上同时完成两道或两道以上冲压工序的模具。
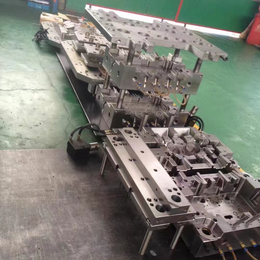
3、级进模(也称连续模): 在毛坯的送进方向上,具有两个或更多的工位,在压力机的一次行程中,在不同的工位上逐次完成两道或两道以上冲压工序的模具。
4、传递模:综合了单工序模和级进模的特点,利用机械手传递系统,实现产品的模内快速传递,可以大大提高产品的生产效率,减低产品的生产成本,精密模架生产厂家,节俭材料成本,并且质量稳定可靠。

影响精密模具加工结构的因素有哪些?
1.选择顶出方式(顶杆、顶管、推板、组合式顶出),模架生产,决定侧凹处理方法、抽芯方式。
2.决定冷却、加热方式及加热冷却沟槽的形状、位置、加热元件的安装部位。
3.根据模具材料、强度计算或者经验数据,确定模具零件厚度及外形尺寸,外形结构及所有连接、*、导向件位置。
4.确定主要成型零件,mould,结构件的结构形式。
5.考虑模具各部分的强度,计算成型零件工作尺寸。

一般类别
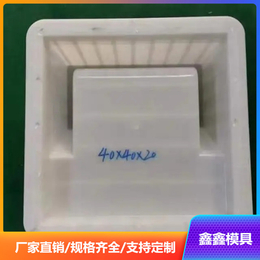
(1)两板模具:又称单一分型面模,是注塑模中**的一种,它以分型面为界面将整个模具分为两部分:动模和定模。一部分型腔在动模,另一部分型腔在定模。主流道在定模;分流道开设在分型面上,开模后,制品和流道留在动模,动模部分设有顶出系统。
(2)三板模或细水口模 :有两个分型面将模具分成三部分,比两板增加了浇口板,适用于制品的四周不准有浇口痕迹的场合,这种模具分成采用点浇口,所以叫细水口模,这种模具结构相应复杂些。启动动力用山打螺丝或拉板。

科裕精密(图),mould,连云港模架由苏州科裕精密机械有限公司提供。科裕精密(图),mould,连云港模架是苏州科裕精密机械有限公司(www.keyumould*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:叶经理。

以上内容为科裕精密(图),mould,连云港模架,本产品由苏州科裕精密机械有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报