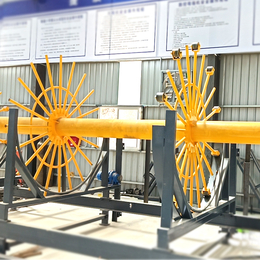
山西钢筋调直机_三虎机械_电动液压式钢筋调直机
面议
中国
来电请说明在第一枪看到,谢谢!
教你如何调整调直块
自动调直机钢筋切断机的功能介绍
山西钢筋调直机_三虎机械_电动液压式钢筋调直机由长葛市三虎机械有限公司提供。“钢筋调直切断机,钢筋弯曲机,钢筋弯弧机,抹光机,平板振动夯”就选长葛市三虎机械有限公司(www.sanhujixie*),公司位于:河南省长葛市产业集聚区丰和路中段,多年来,三虎机械坚持为客户提供****的服务,联系人:霍经理。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。三虎机械期待成为您的长期合作伙伴!
调整调直块。一般的调直筒内有五个调直块,*、5两个调直块须放在中必线上,中间三个可偏离中心线。先使钢筋偏移3mm左右的偏移量,经过试调,如钢筋仍有慢弯,逐渐加大偏移量,液压钢筋调直机,直到调直为止。在钢筋调直机导向管的前部应安装一根1米左右的钢筋。被调直的钢筋应先穿过钢管,再穿入导向筒和调直筒,以****每盘钢筋接近调直完毕时弹出伤人。

自动调直机钢筋切断机的功能介绍
自动调直机钢筋切断机的功能介绍
1、输入长度:开机回零后,按{设定}键,批次自动显示“1”长度数字窗闪动。输入长度{确定}。例如:输入3.85米,按{3}{5}{8},再液压{确定}键。
2、输入跟数:按{确认}键,电动液压式钢筋调直机,例如:350根,按{3}{5}{0},再按{确认}键。(如不需要第二批次就直接按一下{设定完成})按步骤输入所有批次的长度和数量,****多20个批次。
注意:每一批次完成后,自动调直机自动停机并声光报警,15秒后自动启动机器生产下一批产品(在此期间请勿碰触调直框),高速钢筋调直机,所有批次自动完成后自动停机。
3、工作中长度误差修改方式:例如生产过程中,实测钢筋长4厘米,按(长度-)再按{4},然后确认,修正完成。自动调直机成产过程中,山西钢筋调直机,实测钢筋长度短4厘米,按高速钢筋调直机度 }再按{4}然后确认,修正完成。

山西钢筋调直机_三虎机械_电动液压式钢筋调直机由长葛市三虎机械有限公司提供。“钢筋调直切断机,钢筋弯曲机,钢筋弯弧机,抹光机,平板振动夯”就选长葛市三虎机械有限公司(www.sanhujixie*),公司位于:河南省长葛市产业集聚区丰和路中段,多年来,三虎机械坚持为客户提供****的服务,联系人:霍经理。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。三虎机械期待成为您的长期合作伙伴!

以上内容为山西钢筋调直机_三虎机械_电动液压式钢筋调直机,本产品由长葛市三虎机械有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报