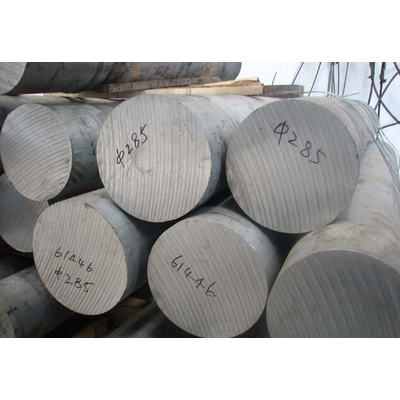
德州6061铝棒,6061合金铝棒,乐王铝业(****商家)
7075t6铝棒表面怎么喷油漆
大家都知道7075t6铝棒表面附着力较差,直接喷涂油漆是很难和铝材表面有良好的附着力的,即使勉强涂上去,很快就脱落了。那么怎么来增加附着力呢?
那就需要在7075t6铝棒金底材上做一层底漆来增加漆附着力,然后在喷涂面漆。主要三个步骤:
一、喷涂前的准备和条件:
1.天气条件:涂料必须选择在晴好天气的条件下施工,在有雨,雾,6061六角铝棒,雪和较大灰尘的条件下禁止施工,喷涂施工的佳温度约为25℃,湿度在80%RH以下。
2.底材处理:铝合金底材应进行打磨、氧化等处理。表面应进行除锈、除油,并保证清洁干燥无污物,德州6061铝棒,把灰尘除净,填平,6061合金铝棒,方可进行油漆喷涂,且喷涂前要保证底材的干燥。
3.喷枪标准:喷涂可选用口径为1.5-2.0mm的喷枪,喷枪压力应调至3-4kg/cm2。雾幅调为中气压至3-4kg/cm
2,尽量喷湿工件表面,均匀喷涂2-3遍。适当调节油量,油量过小时漆膜表面容易出现颗粒。
4.空压机:施工前,空气压缩机和滤清器应先除水以避免漆膜产生*。


熔铸包括熔化、提纯、除杂、除气、除渣与铸造过程。主要过程为:(1)配料:根据需要生产的具体合*号,计算出各种合金成分的添加量,合理搭配各种原材料。(2)熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、除渣精炼手段将熔体内的杂渣、气体有效除去。(3)铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。

6063铝棒属低合金化的Al-Mg-Si系高塑性合金。具有诸多可贵特点:1.热处理强化,冲击韧性高,对缺可不敏感。2.有****好的热塑性,可以高速挤压成结构复杂.薄壁.中空的各种型材或锻造成结构复杂的锻件,淬火温度范围宽,淬火敏*低,挤压和锻造脱模后,只要温度高于淬火温度。即可用喷水或穿水的方法淬火。薄壁件(6lt;3mm)还可以实行风淬。3.焊接性能和耐蚀性优良,无应力腐蚀开裂倾向,在热处理可强化型铝合金中,Al-Mg-Si系合金是没有发现应力腐蚀开裂现象的合金。4.加工后表面十分光洁,且容易阳****氧化和着色。其缺点是淬火后若在室温停放一段时间在时效,会对强度带来不利影响(停放效应)。

德州6061铝棒,6061合金铝棒,乐王铝业(****商家)由聊城市乐王新型建材有限公司提供。德州6061铝棒,6061合金铝棒,乐王铝业(****商家)是聊城市乐王新型建材有限公司(www.lclwlc.cn)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:张经理。