安庆XY-230三辊压延机,无锡昌盛
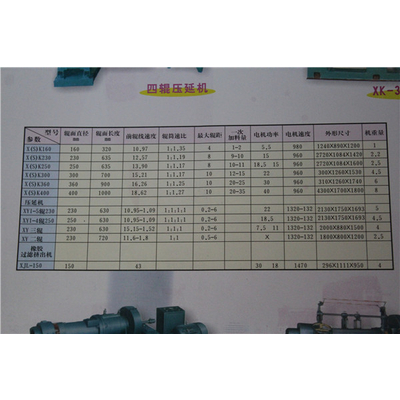
普通压延机主要由辊筒、机架、辊距调节装置、辊温调节装置、传动装置、润滑系统和控制系统等组成。精密压延机除了具有普通压延机主要零部件和装置外,增加了保证压延精度的装置;设备如图示:
易驱变频器在压延机械上,用于四辊筒的相互回转和收卷,为了在低速情况下获得较大的扭距和较好的控制性能,选用ED3800*闭环电流矢量型变频器采用矢量控制方式。使用前先要对电机参数进行学习。应用了ED3800以后,对不同的材料,选用不同的压延速度明显****了生产效率,由于使用了矢量控制方式,主轴的传动精度****,从而使压延精度得到****.

辊筒速度与速比
压延机辊筒线速度系指辊筒的圆周速度,以“m/min”表示。辊筒的线速度是表征压延机生产能力的一个参数,也是表征压延机****程度的参数之一。
1、辊筒速度
辊筒速度主要根据压延机的工艺用途和生产的自动化水平来决定。辊筒速度应能满足压延工艺操作的要求,XY-230三辊压延机厂,即辊速应是可调的。
近年来,国际上压延速度普遍达50~90 m/min,个别的已达到115 m/min。对钢丝压延平均速度可达50 m/min,在采用冷压延(把压延好的两层胶片直接压贴在无纬钢丝帘布上)时,压延平均速度达30 m/min。
2、调速范围
辊筒可以无级变速的范围叫调速范围。由于加工材料品种多、性能差异大,为了既满足生产能力又满足慢速启动及操作的要求,一般要求压延机的调速范围10倍左右。
****1高速度主要根据生产能力的要求确定,****1低速度主要根据设备启动、操作安全和方便来确定。
3、速比
由于压延1时贴胶、擦胶或压片的工艺要求不同,XY-230三辊压延机厂家,对辊筒的速比要求亦不同,在同一台压延机上不同位置的使用要求的不同,其速比也不同。
辊筒速比与压延工艺、物料性质有关。
1)为排除胶料中的气泡,一般喂料辊都具有速比,常为1:1.1~1:1.5,我国多采用1:1.1~1:1.4。软胶料取小值。
2)对于擦胶作业,XY-230三辊压延机在哪买,为使胶料渗入到纺织物中去,擦胶辊要求有速比。速比越大剪切力越大,擦胶效果越好,但速比过大会损坏纺织物的强度,容易使胶料焦烧。而速比过小则胶料的渗透作用差。一般采用1:1.2~1:1.5,安庆XY-230三辊压延机,我国多采用1:1.4~1:1.5。
3)对于压片、贴合、贴胶等作业,因主要是要求取得挤压力,故一般采用等速压延,速比为1:1。
4、在选择辊速时要考虑的因素
辊筒速度直接影响压延机的功率消耗和生产能力。辊速越大,则功率与产量越高,对压延机的机械化自动化水平要求也越高。
塑料压延机生产线需要对设备按预先设定的顺序、条件,对各控制阶段逐段、依次进行控制。有些则是为了安全必须对设备进行依次控制,这些就称之为逻辑控制系统。为实现这些控制要求,塑料压延机生产线上位机采用工控机,用于整套生产线的监控和管理,下位机采用PLC通过现场总线对现场各个装置进行检测和控制。生产线普遍配有人机界面操作系统。
随着制品加工工艺的发展及制品质量要求的****,塑料压延机生产线的研制进入了一个高速发展的时期。同时,由于科技进步,塑料压延机生产在安全、环保、节能等方面的要求不断****,塑料压延机不断向着大型化、*、高1效率及高度自动化的方向发展,以配合市场需要。

安庆XY-230三辊压延机,无锡昌盛由无锡市昌盛橡胶机械厂提供。安庆XY-230三辊压延机,无锡昌盛是无锡市昌盛橡胶机械厂(www.wxcsxj*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:徐经理。






